Mediena yra bene populiariausia gyvenimo ir naudingiausia medžiaga. Mediena yra universali apdirbimo metu, pasižymi aukšta šilumos izoliacija ir estetinėmis savybėmis, yra nepakeičiama kuriant unikalias architektūrines konstrukcijas, pakabinamus baldus, dekoratyvinį interjerą ir ūkinių pastatų dizainą.Iljanka. Vienas medienos gabalas yra atsparus nemaloniems išorės veiksniams ir linkęs pūti.
Siekdami išsaugoti visus kaimo privalumus ir išsaugoti visus jo trūkumus, gamintojai sukūrė naujovišką patvarią medžiagą – medžio-polimero kompozitą. Pažiūrėkime, kas yra "polimediena", kokia galia, kokios yra esamos medžiagos savybės ir kokia yra jos sąstingio sfera.
Mediniai kompozitai yra medžiagos, gaunamos pridedant įvairių grūdų. Pagrindinis medinio kompozito komponentas yra mediena. Medienos sąnaudų kiekis, taip pat gaunamo komponento tipas lemia pagrindines kompozitinės medžiagos charakteristikas.

Plačiausi kaimai su kompozitais yra:

Medienos-polimero kompozitas: terasos pagrindo su pakloto lenta nuotrauka

Ataskaita rengiama apie inovatyvių medžiagų sandėlį, jo gamybos technologiją bei technines ir eksploatacines charakteristikas.
WPC sandėlį sudaro trys pagrindiniai komponentai:

Virobnitsa medienos-polimero kompozitas pagal schemą.
Išsami informacija apie kaimą. Mediena apdorojama plaktuku ir peiliu, kol pašalinamos 0,7-1,5 mm dalelės. Po smulkinimo mediena sijojama ir frakcionuojama.
Iš didžiausių frakcijų paruošiamas profilis be paviršiaus apdorojimo, iš vidurinių komponentų paruošiamas profilis apdirbimui su faneruote, porcelianu ar liejiniais, o stambios medienos frakcijos apvijamos techniniams profiliams sukurti.

Džiovinimo kaimas atlikti, jei sirupo tūris viršija 15%.
Komponentų įdėjimas ir maišymas. Visi WPC sandėliai sujungiami reikiamomis proporcijomis ir maišomi tarpusavyje. Dažniausiai naudojami šie komponentai:
Presuvannya ir virobu formatu. Paskutinis etapas, kuriame susiformuoja techninė DPC galia ir gaunama prekinė išvaizda.
Kompozito stiprumą lemia medienos kiekis medžiagoje, medienos rūšis ir polimeras, kuris yra derinamas. Labai svarbūs mechaniniai ir fiziniai dvylikapirštės žarnos rodikliai:
KDP kaimo dalis suteikia medžiagai tokią galią:

WPC polimeriniai komponentai atrodo taip:

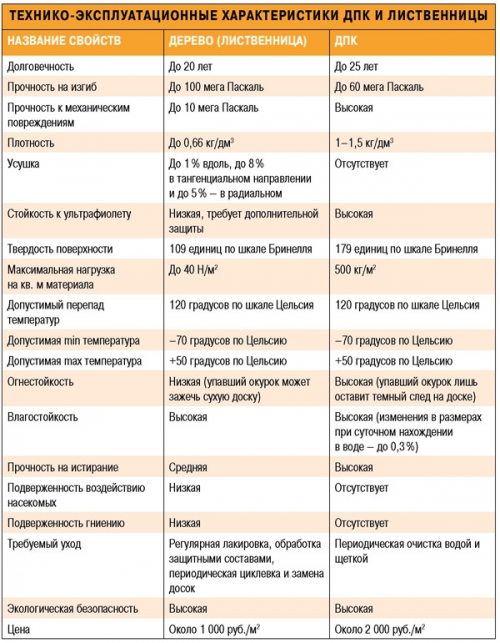
Norėdami geriausiai apibūdinti medienos-polimero kompozitą, atliksime išsamią pagrindinių aiškių ir ekonomiškų medienos ir WPC savybių analizę.

Dėl savo privalumų medinis kompozitas įgijo platų populiarumą pramonės sektoriuje, kasdieniame gyvenime ir buityje:

Daugiau nei 50% medienos-polimero kompozito yra „paklotai“ - medinės lentos ir plytelės, skirtos pakrantės ir sodo architektūrai kurti.
Terasinės lentos su WPC kasdieninėje rinkoje pristatomos įvairiausių rūšių. Renkantis medžiagą, geriau teikti pirmenybę žinomoms įmonėms – jų gaminiai jau išlaikė valandinį rūgštingumo testą ir pelnė teigiamą reputaciją visame pasaulyje.
terasos lenta Brugganas(Belgija) gaminamas iš didelio rūgštingumo pieno, produktai skirti tarptautinei rinkai. Už tekstilinių viršelių lenta kuo arčiau kaimo.

Bruggan lenta turi įžeidžiantį sandėlį:
Įmonė gamina tuščią ir pilną terasinį pastatą, kuris naudojamas teritorijos aplink baseinus, terasas, vasaros aikštes, viešbučius, barus, restoranus, susibūrimus išvalymui.

Pilnavertė Bruggan Multicolor terasinė lenta turi medienos tekstūrą visoje medžiagoje ir tinka šlifavimui bei radialiniam pjovimui.
Numatoma Bruggan lentos kaina yra 1000-1200 rublių už vieną profilį
terasos lenta Mirradex(Malaizija) yra pagamintas iš atogrąžų medžių pluošto, kuris padidina medžiagos patvarumą prieš klojant. Dukrai papildomų reikmenų nereikės. Lentos konstrukcija yra dvipusė, todėl galima naudoti medžiagą kuriant vertikalias konstrukcijas (tvorą, tvorą).

Mirradex plokščių sandėlis:
Mirradex terasinė lenta priskiriama prie premium klasės medžiagų, tačiau kaina yra lengvai prieinama (apie 750 rublių už profilį).
terasos lenta Legro(Ugorshchina) naudoja specialų sausą rutulį, kuris padidina medžiagos atsparumą dilimui. Legro lenta tinka terasoms ir aikštėms valyti didelėse teritorijose, kuriose intensyvus eismas.
Legro lentos privalumai:

Legro WPC sandėlis:
Legro medžio-polimero kompozitą galite įsigyti už 3500 rublių už profilį, kurio matmenys 150*25*5800 mm.
Namuose savo rankomis galite sukurti medžio-polimero kompozito analogą. Dėl to robotas pagamino „retą medį“, kuris tinka medžio drožlių plokščių baldų restauravimui, parketo ir laminato grindų remontui.

Visą savadarbio „reto medžio“ paruošimo procesą galima suskirstyti į šiuos etapus:

Pašalinus pastą, užtepkite ja ant pažeisto baldo arba uždenkite pamušalu ir palikite, kol visiškai sustings (apie 4-5 metus). Po to „retos medienos“ perteklių reikia nuvalyti švitriniu popieriumi.
Norėdami suteikti „retam medžiui“ reikiamą spalvą, galite pridėti rauginės uogos, naudojamos vandens pagrindu pagamintai emulsijai.

Medienos-polimero kompozitų atsiradimas leido vienoje medžiagoje sujungti didžiausią medienos ir plastiko vertę. Iš WPC pagaminti dizainai yra lengvai montuojami, pasižymi puikiomis eksploatacinėmis savybėmis ir yra estetiški išorinė išvaizda, prisirišęs prie virusų iš natūralios medienos.
Polimerai kompozicinės medžiagos(toliau – PKM) yra dviejų ar daugiau medžiagų simbiozė. Polimerinių kompozitų pagrindas ir matrica yra įvairūs plastikai (termoplastikai, elastomerai, termoreaktingi). Matrica yra sutvirtinta skirtingomis sandėliavimo medžiagomis (sustiprinamieji pluoštiniai pamušalai - AVN), kurie sujungia komponentus, o rezultatas visiškai pašalina nauja medžiaga su unikaliais autoritetais, kurie konkuruoja dėl pačių autoritetų stiprumo ir įvairovės matricos viršuje.
Pakeitus matricinę saugyklą ir jos komponentus, galima gaminti medžiagas su reikiama galia tiek iš pramonės, tiek iš mokslo. Jo masė mažesnė, o tai keičia mintis dėl planuojamo viruso virškinimo trakto palengvinimo. Tokio viruso techninės charakteristikos bus bent jau labai prarastos arba (dažniausiai) žymiai sumažės.
PCM yra suskirstyti į savo matricą. Tai yra skoplastai, - organoplastikai, - anglies plastikai, - boro plastikai, - tekstolitai, - su miltelinėmis dangomis.
PCM tipai skirstomi į:
Naujoviškų polimerinių kompozitų kūrimas klesti. Reikalingos medžiagos yra stiklo pluošto armatūra, stiklo pluoštas, bazaltas, daugiasluoksnės plokštės, palisadas (šuntas ir gipso plokštės) ir keli tilto elementai. Pluošto armatūra įgauna vis didesnį populiarumą dėl to, kad ji naudojama gaminamose konstrukcijose, turinčiose pažangų seisminį atsparumą. Armatūra, pagaminta iš PCM, sulygiuota su plienu, taip pat yra žymiai mažesnio storio (3-4 kartus lengvesnė) ir nėra jautri korozijai ar jokiems cheminių medžiagų išsiliejimui.
Vibracijos metu, kol konteineriai bus sandarūs, pasiekiami aukšti rezultatai. Jie sėkmingai demonstruoja pajėgumą dėl skloplastikos. Įmonėse, siekiant apsaugoti vidurinės medžiagos perteklių, baseinai ir rezervuarai masiškai pašalinami iš plastiko. Šiuose konteineriuose išsaugomos atliekos, kurių negalima išmesti per originalią kanalizacijos sistemą. Smarvės reikalauja prevencijos, tačiau jų patvarumas žinomas visiems. Aukšti tokių talpyklų antikoroziniai komponentai neleidžia tekėti aplinkai kenksmingoms atliekoms.
Ruošiant elektros įrenginius (taip pat staklėse, įrenginiuose, laivuose ir kt., o ypač orlaiviuose) lakštinis sklotekstolitas yra standinamas. Pats lakštas tekstolitas yra sudarytas iš kelių sulankstyto audinio rutuliukų ir paruošiamas karšto spaudimo būdu. Tai gaminys, pasižymintis aukštomis elektros izoliacinėmis savybėmis: aukštos įtampos dielektrikas, pasižymintis dideliu mechaniniu stiprumu, atsparus drėgmei. Dovgovičnis. Jis yra nedegus, nevibruojantis ir netoksiškas. Pratimai +350°C temperatūroje. Dirbant su juo nesaugu statyti pluoštinį pjūklą, o tai galima padaryti prieš dirbant su šia medžiaga gamybos įmonėje – geriausia.
Vіdminny dielektrikas ir getinaks. Šis PCM yra pagamintas iš popieriaus matricos, kuri paruošiama karšto presavimo būdu, kaip ir tekstolitas. Nepriklausomai nuo tokio nepatikimo popieriaus pagrindo, infiltruotas dervomis (pavyzdžiui, epoksidine ar fenolformaldehidu), vynas pradeda degti +95°C temperatūroje. Slėgis į apatinę dalį, apatinė dalis į tekstolitą, o ruošiant izoliacinius dangčius, tarpiklius, poveržles ir kt. Gera prieiti. Be geros elektros energijos, getinaks gali sėkmingai pataisyti mineralinių aliejų ir sviesto veikimą. Siekiant sustiprinti elektrinę atramą, getinakso dalys yra padengtos laku. „Getinax“ dažniausiai gaminamas ištisomis plokštėmis ir gaminamas dažniausiai 1,5 x 1 metro lakštais.
Svarbiausia, kad PCM kapitališkai suremontuotų kitas medžiagas, kurios kuriamos akimirksniu ir dažnai – konkrečiam projektui ar dizainui. Sandėlių įvairovė leidžia sukurti tuos PCM, kurių charakteristikos yra optimalios konkrečiai užduočiai. Prieš gaminant odą, būtinas individualus požiūris, o dizaineris, naudodamas polimerus, visada pasieks optimalią jų sudėtį.
Lakštinio tekstolito veislės, jų dydžiai ir pagrindinės veislėsSkloplastinė armatūra tampa vis populiaresnė. Turėdamas reikšmingą pranašumą dėl vertės savybių, ASP turi mažesnę vertę. Aukštos kokybės sutvirtinimas pasvirusiu plastiku yra ekonomiškesnis pamušalas dėl mažesnės kainos, taip pat taupymo montuojant ir transportuojant. Rusijos gamintojai gamina bet kokios rūšies plokščių armatūrą, kurios skersmuo nuo 4 iki 16 mm.
Kodėl armavimas skloplastik turėtų būti plačiai naudojamas kasdieniame gyvenime?Iš skloplastikos pagaminti konteineriai yra cilindro formos rezervuarai, pagaminti iš poliesterio pamušalo, sutvirtinto iškreiptais pluošto siūlais. Jie rodo didesnį mobilumą ir atsparumą dilimui. Skirtas įvairių žaliavų surinkimui, konservavimui ir gabenimui: grubų produktams, geriamam vandeniui ir techniniam vandeniui, deginančioms ir agresyvioms.
Pagrindiniai skloplastikos konteinerių tipai ir jų savybėsTarp įvairių tipų ir tipų baseinų Rusijos rinkoje išpopuliarėjo stiklo pluošto. Monolitinės besiūlės sporos vibruoja nesukietėjus klijais ar suvirinimu, taškas yra lygus ir apčiuopiamas. Daugelis rusų renkasi tokio tipo baseinus, pirmenybę teikdami betoniniams (stacionariems) arba karkasiniams.
Kokia pasvirusių baseinų populiarumo paslaptis?Polimeriniai kompozitai cheminių pluoštų pagrindu, pagrindiniai jų tipai, galia ir kietėjimas
Pluoštinių kompozitinių polimerinių medžiagų (FPCM), kurių pagrindą sudaro armuojantys cheminiai pluoštai ir polimerinės matricos – struktūrinės, elektros izoliacinės, chemikalams atsparios ir kt. – taikymas yra netgi plačiai paplitęs. Smarvė aptinkama mašinose, ypač transporte, įskaitant orlaivius, įrangą, elektros ir radijo įrangą, elektroniką, buitinius prietaisus, kaimo valdžia, medicina, sportas, kasdieniniam vartojimui skirtų virusų paruošimui. Pluoštinių kompozitinių medžiagų pagrindas yra armuojantys pluoštai (AFN), sujungti su monolitine kompozicine medžiaga su matrica - dar vienu svarbiu komponentu.
Visus PVKM tipus galima intelektualiai atskirti pagal skirtingus požymius: AVN pluošto sandėliui, sukrautų matricų tipams dėl šių priežasčių. - pluoštai, getinakai, tekstolitai ir kitos jau tradicinėmis tapusios produkcijos formos. Anksčiau jie kūrė VPCM stiklo pluošto pagrindu, o dar vėliau – įvairių specialiai sukurtų armuojančių cheminių pluoštų pagrindu. Kadangi matricos tapo plačiai naudojamos, buvo naudojami ir termoplastikai.
Šiuo metu VPCM sutvirtinimui plačiai naudojamas AVN, pagamintas iš cheminių organinių ir neorganinių pluoštų. Jie į kompozito sudėtį įeina trumpų (pjaustytų) pluoštų, siūlų, siūlių, virvių, audinių, neaustinių medžiagų ir kitų pluoštinių struktūrų pavidalu. Matricos šerdyje yra termoplastų (poliolefinų, alifatinių ir aromatinių poliamidų, polisulfonų, fluoroplastų ir kt.) ir termoreaktingų plastikų (fenolinių plastikų – fenolio-formaldehido arba fenolio; aminoplastikų – melamino ir avių formaldehido;
PCM pluoštai turi žymiai mažesnį storį ir aukštesnes mechanines charakteristikas (svorio vienetui), mažesnę šilumos talpą ir šilumos laidumą, palyginti su kitų rūšių medžiagomis. Dauguma jų yra dielektrikai ir turi didelį atsparumą veikimui, kai yra aktyviosios terpės ir kitos išorinės infuzijos.
Natūralaus pluošto ir stiklo pluošto pagrindu pagamintas VPCM plačiai naudojamas literatūroje, o cheminių pluoštų pagrindu pagaminti kompozitai – daug rečiau, ypač kinų literatūroje, išleistoje per pastaruosius 20 metų.Jis suklupo per vidurį. Pačiam leidiniui suteikiamas informacijos apie slėpimo statusas dabartinės rūšys VPCM cheminių pluoštų ir polimerinės matricos pagrindu.
Pagrindiniai pluoštinio PCM tipai. Konstrukcinės paskirties polimerines medžiagas galima (labai intelektualiai) suskirstyti į šias pagrindines grupes: nearmuotas plastikas (svarbiausia termoplastas); dispersiniai plastikai (kompozitai); pluoštiniai polimeriniai kompozitai (VKPM) (sustiprintas plastikas); hibridiniai kompozitai, sutvirtinti įvairių tipų siūlais ir pluoštais; kombinuoti kompozitai, kurių sandėlyje yra pluoštinių ir dispersinių medžiagų ().
Kaip neoriginalūs plastikai, jie daugiausia naudojami termoplastikuose – poliolefinuose, alifatiniuose ir aromatiniuose poliamiduose, polisulfonuose, fluoroplastikoje ir labai retos termoreaktingos formos.
Disperguoto paviršiaus plastikuose organinės ir neorganinės dervos susidaro su dalelėmis, kurių dydis žymiai mažesnis nei kritinis, įskaitant trumpus pluoštus, termoreaktingo plastiko matricas 1 . Pluošto kompozitai, kuriuose pluoštuose veikia mažesnės nei matricos mechaninės jėgos ir nėra armuojančių komponentų, gali būti artimi dispersiniam užpildymui. Daugeliu atvejų tai leidžia medžiagai suteikti kitų specifinių funkcinių galių, pavyzdžiui, antifrikciją.
VPKM sandėlyje yra AVN su kritinio dydžio pluoštais ir, kaip jie reiškia, polimerų matricos – termoplastikai arba termoreaktingi. Armatūrinės medžiagos pluoštai sugeria mechaninį įtempį, o tai reiškia pagrindines VPCM mechanines savybes: stiprumą, deformuojamumą, standumą. Matrica, esanti tarppluoštinėje erdvėje, paskirsto mechaninius įtempimus tarp pluoštų, dažnai suspaudžia mechaninius įtempius, o dar svarbiau – reiškia medžiagos monolitiškumą.
Be to, kompozitų sandėlyje gali būti ir kitų specifinių galių suteikiančių komponentų: pigmentų, antipirenų ir kt.
VPCM išvesties komponentų galių tarpusavio ryšiai ir jų sąveika. Pluoštinių kompozitų galia priklauso nuo komponentų galios, sudėties ir tarpusavio pasiskirstymo, jų sąveikos tarpfaziniame kordone ypatybių, o kai kuriais atvejais ir matricinių komponentų difuzijos pluošte. Taigi tarp pluoštų ir matricos santykio tarp galių ir jų pasirinkimo daina negali būti patenkinama.
Pagrindinių VPCM komponentų pasirinkimą lemia būtina funkcinė nauda, kompozitų eksploatacinis patikimumas, komponentų sudėtingumas, apdorojimo technologija, prieinamumas ir kokybė. Tai gali būti perteikta mums iš anksto apie ryšį tarp armuojančių pluoštų ir matricos mechaninių ir šiluminių jėgų: elastingumo modulis pluošto tempimo ir suvirinimo metu yra dėl to, kuo didesnė apatinė matrica ir (arba) rezultatas E B > E M ; G B > G M; Skaidulų vertę lemia didesnė žemesnė matrica ir/arba sėkmingas σ B * > σ M *; Tikėtina, kad sumažinimas skaidulų plyšimo atveju bus daug mažesnis nei apatinė matrica ir (arba) sėkmingas ε B *< ε М *; коэффициенты Пуассона для волокон и матрицы желательно иметь достаточно близкими, чтобы при деформации композита на границе волокно-матрица не возникало напряжений, отрывающих их друг от друга и тем самым снижающих адгезию; термические характеристики волокон (температуры плавления или разложения) должны быть выше температур переработки термопластов и отверждения реактопластов.
VPCM mechanines savybes lemia tiek išvesties komponentų (pluoštų ir matricų) galia, tiek pluoštų išsivystymas, tiek pluoštinės armavimo medžiagos struktūra (siūlai, sruogos, siūlės, audiniai, neaustinės medžiagos). , trikotažas, popierius ir kt.). Pluoštų pridėjimas ir restauravimas yra atsakingas už galimybę optimizuoti VPCM mechanines charakteristikas.
Pluoštų sąveika su matrica gali užtikrinti aukštą pluoštų mechaninės galios realizavimą armuotoje medžiagoje ir jos monolitiškumą. Kam būtina: gerai sudrėkinti pluoštus matrica ar kitaip; didelis pluošto ir matricos sukibimas, kuriam būdinga esminė svarba pluošto ir matricos sąsajoje; turi būti išsaugotas didelis sukibimas naudojant kompozitą aktyvių išorinių infuzijų metu, įskaitant vologus; taupymas ir minimalus pluošto galios pokytis infuzuojant matricos komponentus; vidinio įtempio atsipalaidavimas paprasto pluošto-matricos jungtyje terminio apdorojimo metu arba infuzuojant komponentus ir kitus veiksnius.
Kitas VPCM fizikines, fizikines-chemines ir specialiąsias funkcines galias taip pat lemia komponentų galios ir jų sąveika tarp sekcijų.
Pagrindiniai armuojančių cheminių pluoštų tipai. Pluoštiniam PCM šalinti naudojami įvairių rūšių organiniai cheminiai armuojantys pluoštai, siūlai ir pluoštinės medžiagos jų pagrindu: techniniai siūlai - poliesteris (lavsanas), polivinilo alkoholis ir kt.; para-aramidiniai aukštos kokybės ir didelio modulio pluoštai ir siūlai (Armos, Rusar, Tvaron, Kevlar); karščiui atsparūs meta-aramidiniai pluoštai (fenilonas, Nomex, Conex) įvairių tipų karščiui atspariems VPCM; polioksadiazolo pluoštai ir siūlai (Arselon) įvairių tipų karščiui atspariems ir trinčiai VPCM; anglies pluoštai (poliamidas, poliesteris, viskozė ir kt.); įvairių tipų anglies pluoštai, siūlai ir anglies pluošto medžiagos - karbonizuotas ir grafitas ()
Pagrindinės organinio AVN išdirbimo formos: kirpti pluoštai, siūlai, virvės, siūlės, audiniai, audimo ir megztos konstrukcijos, linas ir neaustinės medžiagos.
Specialių tipų kompozitams naudojami karščiui atsparūs aromatiniai pluoštai (meta-aramidas, polioksadiazolas ir kt.). Mažais kiekiais naudojamas akrilas (nitronas), polivinilo alkoholis (vinolis) ir kiti pluoštai.
Anglies pluoštai (CF), kurie yra sutvirtinti, yra paruošti trijų tipų pirmtakų pluoštų pagrindu: poliakrilnitrilo, viskozės ir pikio (iš pirminio benzino ir akmens anglies pikio). Dėl didelio anglies pluošto trapumo tekstilės apdorojimas AVN yra sudėtingas. Todėl sutvirtinimui reikalingos tekstilės konstrukcijos yra ruošiamos iš pirmtakų pluoštų ir tokia forma jau yra termiškai apdorojamos ir apdorojamos ant anglies pluošto medžiagų (CFM), kurių pagrindinės charakteristikos išvardytos .
CF ir CFM yra karščiui atsparios, labai degios ir chemikalams atsparios medžiagos. Smarvė gali atsirasti dėl elektros laidumo, kuris atsiranda dėl lakiųjų priedų pašalinimo ir įvedimo. Pagrindinės UVM išvesties formos: kirpti pluoštai, siūlai, kuodeliai, siūlės, audiniai, linas ir neaustinės medžiagos.
Neorganinių armuojančių pluoštų ir pluoštinių pamušalų atsargas sudaro silikatas (uola ir bazaltas), kai kurie kiti aktyvių elementų tipai (pavyzdžiui, B), jų oksidai (SiO2, Al2O3), karbidas ів (SiC ir in.), nitridai ta in. ., taip pat plikos monokristalų dalys (į siūlus panašūs kristalai arba „vusi“). Tačiau pagrindinis neorganinio armavimo pluošto tipas yra pluoštas ir šlaitai, iš kurių gaminami skirtingų rūšių stiklo Plačiausias šių tipų asortimentas yra: A – atsparus vandeniui, C – atsparus chemikalams, E – elektrą izoliuojantis, S – aukštos kokybės.
Pluoštinių medžiagų išvesties formos: pjaustyti pluoštai, siūlai, kuodeliai, dygsniai, audiniai, linai ir neaustinės medžiagos.
Kaip AVN, tuščios skaidulos ir tuščios mikrosferos taip pat yra vikorizuojamos, o tai leidžia sumažinti efektyvų viruso storį, taigi ir masę. Pagal daugybę savybių pluoštai yra panašūs į natūralaus silikato - bazalto pluoštus, kurie pasižymi didesniu cheminiu atsparumu.
Pagrindinės neorganinių skaidulų galios gaunamos iš.
Neorganiniai pluoštai naudojami aukštos ir aukštos temperatūros VPCM gamybai dėl didelio atsparumo karščiui ir sugeriamumo. Smarvė atspari daugeliui agresyvių terpių, nehigroskopiška. Oksidinėje šerdyje yra atspariausi oksido ir karbido pluoštai. Karbido pluoštai yra laidininkai; jų elektrinis laidumas didėja didėjant temperatūrai.
Pagrindiniai polimerinių matricų tipai (yra) . Jie tiekiami su termoplastinėmis matricomis (termoplastika) ir kietėjimo matricomis (termoreaktyviosiomis), tokiomis kaip polimerų (arba polimerų kietėjimo) reakcijos sistemos.
Išėjimo komponentų pasirinkimas ir nuoseklumas termoreaktingų matricų ekstruzijos procesuose priklauso nuo VPCM dekapitacijos tipo, jų terminio apdorojimo būdo ir galimybės juos derinti su kitomis medžiagomis.
Kaip buvo manoma anksčiau, VPCM matricoje (sėkmingai) perduoda ir perskirsto mechanines jėgas tarp gretimų išsklaidytos fazės dalelių, apsaugodama nuo išorinių infuzijų, sukurdama medžiagos monolitiškumą. Visas šias funkcijas galima sėkmingai sąveikauti su kompozito gamybos ir eksploatavimo procesu – komponentų savybių, drėkinimo, sukibimo ir savybių pasikeitimo sąveikos metu ryšį ii komponentai.
Matrica (tariamai) lydalo, dispersijos, dispersijos (miltelių, emulsijų, suspensijų), pluoštų ar iešmelių pavidalu, šalinant sustiprintus pluoštinius užpildus (premiksą) iv, prepregus, presulfantus, liejimą ir kitas kompozicijas, derinama su armuojančiomis pluoštinėmis dangomis mišiniai naudojant maišymo, perkoliacijos, dildymo, mechaninio sujungimo būdus. Svarbi prasmė Matrica pasiskirsto tolygiai (sėkmingai) tarp dervos arba armuojančio komponento dalelių. Tai priklauso nuo komponentų drėgnumo, gaunamos paviršiaus energijos klampumo. Gatavų gaminių perdirbimo etapuose galutinio produkto tipas, kiekis ir pasiskirstymas lemia medžiagos pagaminamumą – formuojamumą, tūrinį susitraukimą ir kitas charakteristikas.
Termoplastikai yra linijiniai arba ištiesinti anglies grandinės arba heterograndinės polimerai, kopolimerai ir jų mišiniai. Kai smarvė įkaista, minkštėjimo arba lydymosi stadijoje apsisukite.
Plačiausias termoplastikų asortimentas anglies grandinės polimerų pagrindu – didelio ir mažo tankio polietilenas (HDPE, PEPP), polipropilenas (PP), polivinilchloridas (PVC), polistirenas, poliakrilatai ir kt. Jie yra prieinami, pigūs ir turi žemas šilumines charakteristikas. Ypatingą vietą tarp anglies grandinės polimerų užima fluorpolimerai (fluorpolimerai ir kopolimerai), pasižymintys aukšta lydymosi temperatūra, atsparumu karščiui, cheminiam atsparumui, degumui, antifrikcinėms savybėms.
Plačiai naudojami termoplastiniai heterograndiniai polimerai: poliamidai (PA) ir kopoliamidai (polikaproamidas - kapronas ir nailonas 6, poliheksametilenadipamidas - anidas ir nailonas 66, poliamidai 68, 10, 610, 12, 612 ir kiti) linijiniai poliuretanai, kurių kompleksas yra didesnis. funkcinės institucijos, bet sunkiau apdorojamos ir brangesnės. Dauguma termoplastikų yra vidutinių šiluminių savybių medžiagos. Termoplastikoje dažnai yra įvairių priedų: mineralinių miltelių pavidalo dervos, trumpai supjaustytų pluoštų ir kt.
Karščiui atsparių termoplastikų asortimentą sudaro įvairūs aromatiniai polimerai: polikarbonatai, aromatiniai poliamidai (polimetafenil-nonisoftalamidas), aromatiniai polieteriai, polisulfonai, polifenileno oksidai, aromatiniai poliketonai ir kitos medžiagos. Kvapai pasižymi dideliu karščiu ir terminiu stabilumu, yra atsparūs eksploataciniams užpilams, nusidėvėjimui, o esant įvairioms oro sąlygoms lengvai atkuriami.
Prieš termoreaktingus Medžiagos tiekiamos retų arba kietų medžiagų pagrindu, kurios kaitinant pereina į klampią tekėjimo būseną, reakciją formuojančius oligomerus, kurie kietėja aukštesnėje temperatūroje ir/ar esant skysčiams, kurie specialiai dedami į mišinio padėtį - patvirtinta . Tokiu atveju, vykstant cheminėms reakcijoms, susidaro struktūra.
Pagal reakciją sukeliančių komponentų tipą termoreaktingi plastikai skirstomi į šias grupes: fenoliniai plastikai (pagamintas fenolio-formaldehido dervų pagrindu; aminoplastikai (melamino-formaldehido dervų pagrindu); poliesterio dervos (nesočiųjų poliesterių pagrindu). eglės, sukietintos sverdlovin shlya); (epoksidinės) dervos, sukietintos turtingais funkciniais alkoholiais, aminais, karboksirūgštimis. Dažnai karštai kietintoms epoksidinėms dervoms naudojamas trietanolamino titanatas (TEAT), o šaltai – polietileno poliaminas (PEPA). sukietintos epoksidinės dervos.
Nurodytų pagrindinių tipų tvarka su kai kuriomis dervomis Dažnai naudojami modifikuoti jų tipai – zocrema, epoxyphenolic. Šių sapuchnyh gavybos ir apdorojimo procesas yra dar blogesnis.
Visų tipų matricos (sėkmingos) turi stagnacijos ypatumus. Fenolinės dervos ir panašios dervos palaipsniui turi kenksmingų komponentų, ypač aukštesnėje temperatūroje, todėl paprastai jų nerekomenduojama naudoti prekyboje esančioms bakterijoms. Tokiems virusams svarbiau naudoti melamino dervas, o smarvės fragmentai nesudaro daug nešvarių dėmių. Poliesterio dervos taip pat yra mažai toksiškos, kai kietėja, tačiau turi labai mažas mechanines ir šilumines savybes.
Didžiausią vertę ir didelį sukibimą su armuojančiais termoreaktingų plastikų pluoštais turi epoksidinės dervos, todėl jas svarbu naudoti ruošiant vertingesnes medžiagas. Kvapas taip pat atsparus karščiui. Modifikavus šias dervas fenolio junginiais, jų veikimas pastebimai sumažės. Tačiau epoksidinės dervos naudojamos labai brangiuose termoreaktinguose įrenginiuose. Be to, nedideliame kiekyje toksiškos kalbos galima pastebėti smarvę.
Pjaunant ypatingų galių kompozitus, susidaro specialių tipų matricos, tarp jų ir turinčios aukštą minkštėjimo temperatūrą ir aukštą terminį stabilumą, pvz., didelio rūgštingumo dielektrikai: termoplastai (fluorpolimerai ir aromatiniai metapoliamidai, tokie kaip fenilonas ir nomeksas, polikarbonatai, polifenotikai, termoreaktingai). (pavyzdžiui, poliimidai)
Kadangi matrica su didele elektros izoliacijos galia ir aukšto dažnio dielektriku taip pat yra prisotinta PEVP, jos šiluminės charakteristikos yra žemos.
Sustiprinti pluoštines membranas (AVN). Bendro naudojimo konstrukciniams kompozitams plačiai naudojamas AVN, kurio pagrindą sudaro pluoštai, turintys vidutines mechaninio stiprumo charakteristikas (brangiausi ir prieinamiausi ir, matyt, pigūs pluoštai). Kompozitai, turintys specifinių fizinių ir kitų savybių, turi vikoristinį AVN, pagrįstą skirtingų tipų pluoštais ir pluoštinėmis struktūromis.
Aukšto mechaninio stiprumo kompozitai gaunami iš AVN vicors, kurių pagrindą sudaro didelės sudėties, taip pat didelio modulio ir didelio modulio pluoštai ir siūlai: para-aramidas, stiklas, anglis, oksidas, karbidas, boras ir kt.
Karščiui atsparių kompozitų pasiekimas pabrėžiamas naudojant AVN, kurio pagrindą sudaro aukštos temperatūros aromatinis, anglinis, specialus stiklas, taip pat kiti neorganiniai pluoštai ir siūlai.
Konstrukciniams elektros izoliaciniams kompozitams naudojami AVN poliesterio pluošto pagrindu ir specialių tipų šlaitai, turintys didelę elektros izoliacinę galią (ypač aukšto dažnio dielektrikams).
Pluoštinio išorinio sluoksnio tipas plačiai naudojamas nustatant nurodytas fizines charakteristikas ir užtikrinti atsparumą eksploatavimo sąlygoms (temperatūrai, temperatūrai ir kt.). Daugeliu atvejų AVN pasirinkimą gali lemti ekonominės priežastys – jų, kaip sirovinų, universalumas.
Tiesioginis kompozitų pasirinkimas priklauso nuo polimerinių matricų (suderinamų) parinkimo, kad būtų užtikrintas aukštas armuojančių pluoštų ir AVN funkcinių galių įgyvendinimas baigtoje kompozitinėje medžiagoje ir gamyboje.
AVN pluošto sandėlyje saugomos svarbiausios kompozitinių medžiagų rūšys: organoplastika (pavyzdžiui, įvairūs organiniai pluoštai ir siūlai); aramidoplastikai, sutvirtinti aramido pluoštais arba siūlais; skloplastiki (su sklyany pluoštais ir siūlais); anglies pluošto plastikai (anglies pluoštams ar siūlams sujungti); boroplastika ir in.
AVN ir VPKM pluoštų armavimo ir restauravimo etapas. Kaip buvo teigiama, VPKM galią lemia išėjimo komponentų charakteristikos, taip pat dervos ir armuojančio komponento dalelių dydis, jų tarpusavio atsiskaitymus ir pagal tūrį.
Pagrindinis pluoštinių PCM, kaip tekstilės medžiagų, privalumas yra tas, kad jų pagrindinis sutvirtinantis elementas yra odos pluoštas, paaštrintas matrica ir (arba) vientisa medžiaga, nepriklausomai nuo sutvirtinančio pluoštinio išorinio sluoksnio tipo.
AVN struktūra yra svarbi, nes taip pasiekiamas norimas pluoštų sklaida ir orientacija, atsižvelgiant į tiesiogines darbo jėgas kompozitiniame arba kompozitiniame pluošte.
Čia parodytos pagrindinės pluoštų auginimo AVN ir panašių kompozitų, paremtų jų pagrindu, galimybės.
Išėjus iš pakuotės svarbu gauti storesnę pluoštinės medžiagos pakuotę. Ribinė pakopa montuojama ant paviršiaus, tačiau armatūra gali būti išplėsta iš vientiso geometrinio cilindrų ar cilindrų išdėstymo. Žemiau pateiktos šios vertės: plyšio klojimo atveju χ = 0,524; cilindrų su intaku plyšiniam įpakavimui (šešiakampė pakuotė) χ = 0,907; kai cilindrai dedami už kvadrato χ = 0,785; su persidengiančiu sferiniu cilindrų išdėstymu χ = 0,785; su tankiu trivialiu cilindrų išdėstymu χ = 0.59.
Tačiau teoriškai tankiausias pluoštų klojimas yra sudėtingas ir gali būti problemiškas, todėl būtina, kad odos pluoštas būtų pagaląstas matriciniu rutuliuku (sėkmingai), kad būtų užtikrintas kuo didesnis pluoštų sukibimas ir mechaninių jėgų perdavimas. su armuojančiais pluoštais ir pasiekti maksimalų kompozito ir medžiagos monolitiškumą.
Praktikoje tokie tūriniai armavimo etapai pasiekiami, kai kompozitai ir dalelės pjaunamos optimaliomis mechaninėmis savybėmis: armuojant dispersinėmis dervinėmis medžiagomis ≤ 0,3...0,45; sutvirtinus viengubu tiesiu AVN χ ≤ 0,6...0,75; sutvirtinus audiniais ir pinti audiniais χ = 0,45 ≤ 0,55; kai sutvirtinama neaustinėmis medžiagomis? 0,3 ... 0,4; sutvirtinus popieriais ir kartonais χ ≤ 0,35...0,5;
Taigi, pavyzdžiui, užpildžius vienkrypčio VPCM tarppluoštinę erdvę iki kritinės vertės (0,65...0,75), kompozito tvirtumas sunaikinamas, o tai lemia naujų įtempių nelygumus ir dėl to griūva ties mažesni mechaniniai įtempiai, Izh monolitinėms konstrukcijoms .
Atrasti metodus, kaip išplėsti armatūros tūrinį etapą. Vienas iš jų – mišinių su įvairaus dydžio dalelėmis derinimas, siekiant geriau užpildyti tūrį. Kai kurie vieno tiesūs AVN yra sutvirtinti siūlais, sruogomis arba siūlėmis su elementariais skirtingo skersinio dydžio (skersmens) siūlais. Organinių siūlų profilis formuojamas valcuojant arba traukiant per specialius štampus ir (arba) suktukus kaitinant, todėl jų profilis artėja prie šešiakampio (arti taisyklingo šešiakampio), smarkiai prarandamas, pašalinant dalį pluoštų iš sudėtinis.
Anizotropijos augimas ir skaidulų padidėjimas AVN ir VPKM. Buvo pasakyta, kad pluoštų augimas VPCM yra susijęs su tiesioginiu pranašumo poveikiu, o tai lemia tiek pluoštinio išorinio sluoksnio išėjimo struktūra, tiek kompozito pašalinimas naudojant vieną mechaninio pakartotinio diegimo metodą. pluošto galia gatavose medžiagose ir gamyboje. Armuoto plastiko (pluoštinių kompozitų) fragmentai iš tikrųjų „dirba“ aplink pluoštus, esančius matricoje, tada sutvirtinimui naudojami skirtingų tipų ir struktūrų AVN.
Tokiu būdu sutvirtintos pluoštais ir pluoštinės PCM struktūros, turinčios reikiamą mechaninių savybių rezervą, yra anizotropinės, o tai yra dėl armuojančio komponento augimo ir pačių pluoštų anizotropijos. Didžiausia anizotropija stebima 1-D (vieno tiesumo) ir 2-D (dvigubo tiesumo) AVN ir jų pagrindu pagamintuose kompozituose, sutvirtintuose arba suvyniotuose vienetinėmis pluoštinėmis struktūromis: siūlais, sruogomis, dygsniais, audiniais. Balionų kompozitai, kurių pagrindą sudaro neaustinės medžiagos, pluoštiniai rutuliukai (tinklai), popierius, yra šiek tiek anizotropiniai armatūros srityje, bet labai anizotropiniai įprastų rutuliukų atžvilgiu. 3-D AVN ir kompozitas. Kompozitai chaotiškai sustiprinami trimis kryptimis, kad taptų izotropiniai.
Keletas armuojančių pluoštų, tokių kaip para-aramidas, pasižymi dideliu mechaniniu anizotropiškumu ir fiziniai autoritetai Tai reiškia, kad jų pagrindu pagamintų vienkrypčių ir dvikrypčių VPCM, taip pat dvikrypčių kompozitų, tokių kaip tekstolitai, suspaudimas ir gamyba yra pigūs. Šioms galioms sustiprinti naudojami hibridiniai armavimo pluoštai, sudaryti iš skirtingų pluoštų ar siūlų. Kaip kitą komponentą naudokite šiek tiek anizotropinius anglies pluoštus (siūlus) arba praktiškai izotropinius pluoštus. PCM tarppluoštinėje erdvėje gali būti įterpiami trumpi pluoštai arba į siūlus panašūs kristalai, siekiant padidinti „skersinį“ mechaninį stiprumą.
Į kompozitų galią įterpti daugiau pluoštų yra būtina tik tol, kol bus sukurti keli svarbūs matmenys. Paruoštuose kompozituose pluoštų kiekis, reikalingas milimetro dalims suformuoti, yra labai svarbus, o tai lemia didelės pluoštų ir matricos sukibimo jėgos. Taigi, norint pasiekti reikiamas mechanines kompozitų savybes pridedant kelių milimetrų pluošto, svarbu išlikti esant jų mechaninėms savybėms ir augant medžiagoje, o akivaizdžiai neužtenka išlikti esant pluoštams.
VPKM atveju tekstilės medžiagose, pagamintose iš siūlų (audinių, megztų, austų ir kt.), pagrindinis konstrukcinis elementas yra siūlas ir išorinis pluoštas. Ir ji pati priima mechanines jėgas, kurios pridedamos prie medžiagos. Šių jėgų padalijimas tekstilėje yra susijęs su nuolatiniu trynimu tarp pluoštų ir siūlų, o tai lemia didelius kritinius nuostolius. Taigi, kritinė pluoštų ir siūlų vertė tekstilėje turi būti keli milimetrai ar daugiau, o VPCM vertė – kelios dešimtosios milimetro ar mažiau.
Uždedant kompozitus, pluoštai šiek tiek pasikeičia, nors jie deformuojasi kartu su matrica iki pat kompozito susidarymo. Pažymėtina, kad tekstilės medžiagos yra pranašesnės už kompozitus dėl savo pluošto struktūros labilumo, o siūlai nuolat keičia savo tėkmę, orientuodamiesi tiesiai į maksimalų dėmesį. Kompozitų ir pluoštų išgavimo iš jų technologijoje pluoštų kiekis AVN dažnai yra labai svarbus, o tai svarbu siekiant užtikrinti pluoštinės struktūros „lankstumą“ be pluoštų plyšimo. Tai atlieka svarbų vaidmenį renkantis AVN sulankstomose PKM formose ir mašinose, nes fragmentai, juos pašalinus, keičiant AVN išdėstymą leidžia perorientuoti siūlus tam tikra tvarka.
Tokiu būdu, naudojant skirtingus AVN tipus ir technologinius metodus, galima optimizuoti armuojančių pluoštų maišymą gatavame kompozite arba pasiekti racionaliausią variantą, kai dauguma pluoštų maišomi tiesiogiai, kur yra pagrindiniai mechaniniai. įtampa, kuri veikia veikimo mintyse.
Pagrindiniai armuojančių pluoštinių dangų tipai. Pluoštinių PCM, ypač mechaninių, galią, nes ji yra svarbiau, rodo pirmiausia armuojančių pluoštų išvaizda, galia, dydis ir pasiskirstymas. Budovaya AVN. Pažvelkime į pagrindinius pluoštinių paviršių armavimo tipus – pluoštines struktūras.
Norint paruošti aukštos kokybės, standžius, vientiesius kompozitus, naudojami siūlai, sruogos (pusverpaliai) ir siūlės, pvz., vienos tiesioginės AVN. Jie taip pat naudojami biriems plastikams pašalinti, dedant rutulius tarpusavyje statmenomis kryptimis ir po skirtingais galais. Kamuolys po kamuolio retušavimas ypač svarbus iš anksto džiovinant kompozitus, kurių pagrindas yra palaidi siūlai, esant tekstilės konstrukcijų iškraipymams, būtina sumažinti pluoštų mechaninės galios įgyvendinimo lygį ( siūlai) arba jų sunaikinimas išankstinio džiovinimo metu.
Aukštos kokybės anglies pluošto AVN atveju dygsnio audinys sustingęs, o pagrindą sudaro sutvirtinantys siūlai, o retai austi siūlai daugiausia naudojami siūlams tvirtinti ir siūlių struktūrai apkarpant kompozitus ar pluoštus.
Didelio modulio siūlai, sruogos ir dygsniai naudojami gaminant ypač aukštos kokybės vienakrypčius ir vyniojamus siūlus, kuriems taip pat reikalinga technologija juos suvynioti į didelio skersmens kasetes, kad būtų išvengta sukelto aplinkos kintamumo. elementarius arba sudėtingus siūlus. Pavyzdžiui, para-aramidiniams ir anglies siūlams, kurių linijinis storis 100 tex, o išorinis kasetės skersmuo turi būti ne mažesnis kaip 80...100 mm.
Plačiausias tekstilės medžiagų asortimentas, kuris gali būti naudojamas sferiniams plastikams, pvz., lakštų pavidalo tekstolitams, suvyniotiems ir suformuotiems pluoštams bei audiniams pašalinti. Jie naudojami presuotiems virobams, kurių kreivio spindulys yra vienodas, paruošimui.
Norėdami pinti tekstolitus, auskite lininius, ruoželinius, atlasinius ir kitus paprastus pynimus, o ilgalaikių sutapimų buvimas santykyje atitinka didesnės mechaninės galios kompozitų pirmenybę. Tekstolitų gamybai naudojami įvairaus paviršiaus storio audiniai - lengvi (iki 150 g/m2), vidutiniai (iki 300 g/m2) ir sunkūs (virš 300 g/m2).
Tekstolitų gamybai svarbiau rasti tekstilės struktūros plokščius pynimus iš nurodyto pynimo rašto ir pynimų santykio, kurie užtikrins kuo aukštesnes audinio mechanines charakteristikas.navantazhen. Sujungimas su ilgais siūlų persidengimais užtikrins didesnės konstrukcijos vertę ir standumą tam tikra kryptimi. Pintų siūlių ir virvelių pasirinkimą lemia specifinis kompozitinių dalių ir komponentų profilis ir mechaninės savybės. Dažniausiai audimo konstrukcijos ruošiamos pagal paskirtį optimizuojant konstrukcijos struktūrą.
Neseniai buvo pastebėta, kad AVN pradėjo megzti megztus audinius ir kitas struktūras. Galimybė sukurti konstrukcijas iš nurodytų sriegių modelių yra būtina dažniausiai naudojamų dalių ir komponentų tipams, kurie turi didelę reikšmę, o tai gali būti labai svarbu. Megzti audiniai dėl didelio lankstumo leidžia apdailinti dalis ir audinius su nedideliu kreivumo spinduliu. Norint pasiekti aukščiausią galios lygį, tiesios kamuoliukų linijos bus susipynusios su tiesiomis ilgomis kilpų atkarpomis. Megzti audiniai susiduria su dideliais iššūkiais ruošiant dalis ir audinius su austine medžiaga, nes atsiranda skirtingo storio megztos tūrinės formos, atsižvelgiant į nurodytą medžiagos storį. Visiškas skersinis siūlų išskleidimas užtikrins aukštos kokybės medžiagų palaikymą, kuris yra būtinas mažo anizotropinio kompozicinio viruso generavimui iš tam tikros mechaninių charakteristikų anizotropijos.
Ruošiant dalis ir komponentus, turinčius didelę mechaninę apkrovą, plačiai naudojami trivialūs audiniai, megztos ir austos konstrukcijos. Šie AVN gaminami iš aukštos kokybės ir/ar didelio modulio siūlų: para-aramidinių, anglinių arba neorganinių. Atraminės tūrinės konstrukcijos ruošiamosioms detalėms ar komponentams suteikia naują formą, o jose esantys siūlai supinti taip, kad būtų tiesiogiai orientuoti į didžiausius mechaninius įtempimus.
Vidutinių mechaninių savybių lakštiniams tekstolitams pašalinti dažniausiai naudojamos neaustinės medžiagos ir kiti pluoštiniai rutuliai (tinklai), kurių pagrindas yra pluoštas. Kvapai plačiai aptinkami, kai pluoštai ruošiami pirminio džiovinimo ir kontaktinio formavimo (klojimo) metodais, fragmentai yra lankstesni, žemesni audiniai ir kitos siūlų struktūros atsiranda dėl briaunos pluošto trapumo. Tai užtikrins galimybę paruošti pupeles nedideliu spinduliu, išsaugant vientisumą ir šiek tiek suplonėjus pluoštinį rutulį išankstinio džiovinimo metu. Neaustiniai audiniai geriau tinka sulankstomų formų formuotų audinių apipjaustymui.
Siekiant užtikrinti nurodytas mechanines PCM charakteristikas, ant paviršiaus sulydomi hibridiniai pluoštai. Prieš juos yra aukštos kokybės organiniai pluoštai ir siūlai, kurie turi aukštas mechanines charakteristikas ištempus ir didelę jėgos anizotropiją, todėl nepakankamas stiprumas skersine kryptimi ir siuvant. Išlieka poreikis perkelti skersines jėgas anizotropiniuose kompozituose – sferiniuose plastikuose ir kitose vienakryptėse konstrukcijose.
Kompozitų skersinio stiprumo poslinkiai ypač svarbūs sutvirtinus para-aramido pluoštais, siūlais ir AVN jų pagrindu. Šiuo atveju kaip kitas komponentas naudojamas anglies pluoštas, stiklas ir kiti neorganiniai pluoštai bei siūlai. Tokiu atveju galima išlaikyti hibridinius AVN (dygsnio, pynimo, audinių ir kitų tipų audinius), taip pat jų tvirtesnę būseną rutulio klojimo procese, prižiūrint kompozitus. Hibridinis AVN gali sukurti pluoštinių rutulių, audinių, austų konstrukcijų, megztų medžiagų išvaizdą.
Kitas hibridinių AVM sąstingio metodas yra tam tikrų papildomų fizinių ir kitų autoritetų priskyrimas. Taigi, norėdami pašalinti elektrai laidžius kompozitus ir jų gaminius, į AVN įdėkite anglies elektrai laidžių pluoštų arba siūlų. Tokiu būdu sukuriami kompozitai, turintys tam tikrą elektros laidumą arba turi antistatinių savybių.
Svarbus momentas yra hibridinių AVN paruošimas, kai kitas komponentas atlieka papildomas funkcijas, o tada, kai kompozitas nupjaunamas, yra pašalinamas arba patenka į matricos sandėlį. Tai taikoma audinių ar megztų audinių nujunkymas nuo kietų ir trapių anglies siūlų arba plonų ugniai atsparių metalų (molibdeno, volframo ir kt.) dalelių. Papildomo siūlo šerdyje susidaro vikoristiniai siūlai (kuris vėliau pašalinamas garuojant arba ėsdinant rūgštimi ir prarandamas kompozitų sandėlyje), taip pat siūlas, pagamintas iš palaidų, pavyzdžiui, polivinilo alkoholio pluoštų (kuris yra pažeistas). vandeniu ar patinimu є і įeiti į sandėlį kokio nors termoreaktingo laimingas).
Pašalinant sferinius (lakštinius) popierinius plastikus - getinakus, taip pat plienines konstrukcijas, popierius iš cheminių pluoštų, zocrem, aramido karščiui atsparių pluoštų arba popierius yra pjaunamas, kad būtų išvengta trumpo anglies і pluoštų pjovimo.
Pagrindiniai kompozitų ir virusų gavybos būdai ir etapai. Kompozitų išgavimui ir/ar komponentų liejimui iš išorinių ir armuotų termoplastikų ir termoreaktingų medžiagų naudojami įvairūs produkcijos sandėliai: miltelių pavidalo ir pluoštinės medžiagos; matricos (suderintos) lydalo arba retų mišinių pavidalu (formulos ir emulsijos, junginiai, kuriuose yra išeinančių monomerų arba oligomerų), premiksai (epoksidinės dervos, poliesterio ar kitų paruoštų pagrindu), pastos, milteliai, granulės ir tabletės, biriųjų pluoštų mišiniai, siūlų pagrindas, virvelės, dygsniai, audiniai, neaustiniai kilimėliai ir skalbiniai, popierius, prasisunkęs su drėgme) ir kt.
Pluoštinių kompozitų ir gaminių iš jų atskyrimo etapai priklauso nuo pateiktos matricos tipo (sėkmingas).
Pagrindiniai kompozitinio pjovimo proceso parametrai yra slėgis, temperatūra ir valanda. Uždara užtikrina medžiagos stiprinimą ir tam tikros formos dalelių susidarymą. Temperatūrinius valandinius dalių ir komponentų pašalinimo režimus lemia medžiagose vykstantys fizikiniai (kristalizacija, atsipalaidavimas) ir cheminiai (kietėjimas ir susiuvimas) procesai. Be to, technologinio proceso sudėtingumas slypi apdorojamos medžiagos įkaitimo arba aušinimo greityje, o tai reiškia, kad temperatūra kinta priklausomai nuo proceso.
Tarpinis sustiprintų pluoštinių plombų sulaikymo technologiniame procese etapas yra kompozitinių medžiagų ar virusų pašalinimas ir pluoštinių plombų nutekėjimas. Šiuo tikslu naudojami termoplastikų ir padalijimo lydalai, reti oligomerai arba termoreaktingų išėjimo komponentų dispersijos. Nutekėjimas ant mašinų atliekamas periodiškai arba nuolat, po to džiovinamas (esant nuotėkiams ar išsisklaidymui) ir nutekėjęs skystis aušinamas.
Apdorojant termoplastus, įskaitant viršutinius, jie virsta labai elastinga arba klampaus tekėjimo būsena ir sukietėja žemoje temperatūroje. Lydant ar valcuojant medžiaga deformuojasi, dalys ar dalys išsipučia į formą. Termoplastiką aušinant, vyksta kristalizacijos ir atsipalaidavimo procesai (pašalinami vidiniai įtempiai), kurie yra būtini dydžio ir formos stabilumui užtikrinti.
Pirmajame etape apdorojant termoreaktinguosius, medžiaga taip pat išsilydo arba suminkštėja, deformuojasi ir įgauna reikiamą formą. Kitame etape vyksta reakcijos, kurios sukuria cheminius kryžminius ryšius ir suteikia polimerui panašią struktūrą. Dažnai, kai termoreaktingai sukietėja, dėl susidariusios šilumos medžiaga įkaista, todėl ji sunaikinama. Todėl formavimo cikle gali prireikti šilumos įvedimo, kuris yra matomas.
Po liejimo proceso dalelės susitraukia dėl tūrio pasikeitimo aušinimo ir kristalizacijos metu, o ypač sukietėjus termoreaktingiesiems. Šių procesų nenuoseklumas gali sukelti augalų ligų vystymąsi ir jau paruoštų mikrobų deformaciją.
Pašalinus išvesties medžiagas, kad būtų išvengta pertraukiklių, taip pat kai termoreaktingieji grūdinami siekiant išsaugoti kompozito monolitiškumą, pašalinami mažos molekulinės masės reakcijos produktai. Monolitinės medžiagos išsaugojimą taip pat lemia veržlės sukietėjimas, mažos molekulinės masės komponentų pertekliaus fragmentai, kurie buvo matomi dujinėje fazėje (lemputės), esant slėgiui, gali būti išardomi per valandą ir ne. ilgiau trukdo normaliam liejimo procesui.. robiv.
Sustiprintas pluošto užpildas (FRP) su tarpinėmis medžiagomis, kad būtų išlaikytas nurodytas pluoštinio užpildo ir polimerinės matricos stiprumas. AVP yra rankinė gatavų produktų išleidimo forma. Jų pagrindu naudojami įvairūs apdirbimo būdai išgaunant įvairių formų kompozicines medžiagas ir daleles.
Pagrindiniai WUA tipai yra pagrįsti pasirinktų WUA tipu: premiksai ir pluoštai, prepregai , AVP su termoplastinėmis matricomis (polietilenas, polipropilenas, poliamidai ir kt.), o po to pridėtas raugerškis ir kiti komponentai gali būti konservuojami, kol jie bus perdirbami į kompozitus praktiškai neribotą valandą.
ARP su termoreaktyviomis matricomis yra paruošti termoreaktyvių dervų oligomerų pagrindu, kurie paviršiuje nesukietėja, todėl kaitinant yra skysti (fenolis-formaldehidas, poliesteris, epoksidas ir kt.), pridedant miltelių pavidalo dervų, barvnikiv, zmaschuvalnyh rechovin (išjungti prilipimą prie formų). Tokių AVP laikymo terminą lemia techniniai protai, nes kambario temperatūroje produktas bus labiau sukietėjęs. Dažnai rekomenduojama laikyti žemesnėje temperatūroje.
AVP, kurie yra paruošti prieš kietėjimą, yra presuoti pluoštai, kurie yra paruošti trumpai supjaustytų pluoštų pagrindu kaip dispersinės užpildo medžiagos iš sukietėjusių termoreaktyvių junginių. Galutinė jo forma yra tabletės arba netaisyklingos formos gabalėliai. Tokie WUA yra apdorojami virobi zazvichay naudojant karšto spaudimo metodą.
Virusų sulaikymo iš pluoštinių polimerų kompozitų metodai. Dalelių formavimui iš išorinių polimerų ir termoplastinių AVP naudojami šie metodai: liejimas esant slėgiui; Lietuvos presuvannya; tiesioginis labai klampių termoplastikų ekstruzijos; valcavimas; ekstruzija; kalandravimas; vakuuminis ir pneumatinis liejimas; pjovimo ir pjovimo būdas; rotacinio formavimo metodas; štampavimo iš lakštų būdas ir į.
Sustiprintų virobų paruošimo specifika polimerinės medžiagos pagaminta iš termoreaktingo plastiko, todėl gamybos proceso metu medžiaga patiria daugybę modifikacijų. Naudojami šie pagrindiniai metodai: išankstinis džiovinimas; rutulio išdėstymas makete; pultruzija; valcavimas; pjovimas; formavimas susitraukiančia forma ir termokompresinis formavimas; vyniojimas ir vyniojimas iki vyniojimo; sustiprinančio sluoksnio prasiskverbimas rozmarino pavidalu; vakuuminiai ir vakuuminiai-autoklaviniai metodai; prieškamerinis metodas ir in.
Dalims iš pluoštinių polimerinių medžiagų sujungti naudojami suvirinimo, klijavimo, mechaninio lankstymo procesai.
Virusų galutiniam apdorojimui iš pluoštinių polimerinių medžiagų naudojami šie metodai: terminis stabilizavimas (relaksacija), apdirbimas spinduliuote ir lazeriu, mechaninis apdorojimas ir kiti metodai.
Įvairios pluošto sudėties polimeriniai kompozitai.
Po organoplastika (organiniai kompozitai) yra pagaminti iš patvarių polimerinių medžiagų, sutvirtintų cheminio pluošto medžiagomis, klampiais termoplastiniais ir termoreaktingais junginiais (matrica). Į juos neįtraukite AVN pagrindu pagamintų kompozitų, kurių grupėje matomi natūralūs, anglies ir neorganiniai pluoštai.
Organoplastiko atsargos gali būti dar įvairesnės dėl valdžios institucijų komplekso pripažinimo. Dažniausiai naudojami sutvirtinimai: poliefirne (elektros reikmėms organoplastikai); karščiui atsparios medžiagos, pavyzdžiui, pagamintos iš meta-aramidinių pluoštų (organoplastikams, kurie naudojami aukštoje temperatūroje, įskaitant elektros ir antifrikcinius tikslus); para-aramidas (skirtas aukštos kokybės ir didelio modulio organoplastikai).
Fenol-formaldehidas, poliesteris, taip pat epoksidas, epoksifenolis, poliimidas ir kiti termoreaktingai gali būti lengvai apdorojami (likusieji skirti aukštos kokybės organoplastikai). Atkuriamoji vertė pagal sutvirtinimo schemas turėtų būti nustatyta 30...50%.
Kaip termoplastinės matricos naudojami poliolefinai (didelio tankio polietilenas, polipropilenas), fluoroplastas, polivinilchloridas, poliuretanai ir kt. Pakeitimas viršuje turėtų būti nuo 5 iki 70% (pro.), kartais didesnis. AVN įvedimas į termoplastiką pagerina jų mechaninį stiprumą ir eksploatacines charakteristikas ().
Organoplastiko pjovimas neturi esminių skirtumų nuo kitų armuotų kompozitų pjaustymo, skiriasi tik komponentų ir technologinių režimų pasirinkimas.
Organoplastikos galia turi slypėti AVN ir matricos tipe, komponentų santykiuose, sutvirtinimo schemose (pluošto pertvarkymas), matricos komponentų sąveikos su pluoštais charakteristikose ir gamybos technologijoje. Šios medžiagos pasižymi mažu stiprumu, didelėmis mechaninėmis savybėmis, ypač piti, labai mažu šilumos laidumu, gera dielektrine galia, atsparumu aktyviosioms terpėms.
Organoplastikai pasižymi vidutiniu šilumos laidumu tiesiomis linijomis, statmenomis armuojančio sluoksnio plėtimuisi (0,012...0,02 W/(cm K). Jie taip pat pasižymi didelėmis dielektrinėmis savybėmis, ypač armuojant poliesterio pluoštais: mažas dielektrumas skvarba (3,7 )...4,2), maža dielektrinių nuostolių liestinė (0,01...0,25) plačiame dažnių diapazone, didelė tūrinė elektrinė atrama (1013...1015 Ohm cm) ir elektros intensyvumas ( 20... 30 kV/mm.
Organoplastiko šiluminė varža nustatoma pagal atitinkamus komponentų rodiklius. Pats laikas smarvei pasiekti aktyviąsias terpes – daug vaistų, pirminio benzino produktų, vandens.
Organoplastikos panaudojimas yra platesnis. Dvokas kyla iš svarbių konstrukcinių elektrinių ir radiotechninių medžiagų, kurios naudojamos mašinų gamybos pramonėje, įskaitant transportą ir chemiją, mirtinuose įrenginiuose, pavyzdžiui, radijo sklidimo medžiagose, ruošiant sporto įrangą, vario chnіy technologijoje.
Aramidoplastika gali būti vertinamas kaip ypatinga organoplastiko rūšis, turinti aukščiausias mechanines ir šilumines charakteristikas.
Aukščiausios mechaninės charakteristikos pasiekiamos naudojant didelio modulio armavimo medžiagas: siūlus, virves, siūles, audinius, medžiagas, kurių pagrindą sudaro pjaustyti pluoštai, taip pat aukštos kokybės termoreaktingus junginius, pasižyminčius dideliu sukibimu su aramido pluoštu. Supjaustytų aramidinių pluoštų ir neaustinių medžiagų džiovinimas yra mažiau efektyvus, nes tokiais atvejais didelė aramidinių pluoštų mechaninė galia nėra visiškai įgyvendinta, tačiau tai vis tiek leidžia racionaliai naudoti įvairias aramidinių pluoštų ir AVN partijas su mažesniais kiekiais. galia.
Kaip matricos dažnai naudojamos epoksidinės, epoksifenolio, poliimido ir kitos modifikacijos, kurių pagrindą sudaro epoksidai ir poliimidai. Ridshe – karščiui atsparus termoplastikas. Daugumos tipų termoreaktyvių ir termoplastinių matricų džiovinimas, kaip taisyklė, neleidžia sugerti didelės aramido pluošto mechaninės ir šiluminės galios, todėl yra neveiksmingas.
Organoplastiko pjaustymas neturi pastebimų skirtumų, lyginant su kitų rūšių armuotų kompozitų pjaustymu, skirtumas yra tik komponentų ir technologinių režimų pasirinkime.
Aramidoplastikos galia randama tarp įvairių rūšių organokompozitų. Jų mechaninės charakteristikos yra apibendrintos .
Pagal specifinį aramidoplastikos tamprumo modulį skloplastikos atsukimas gali būti 2 kartus, o pagal jo reikšmę - 1,3...1,8 karto. Kvapai pasižymi aukštomis triukšmo charakteristikomis, yra atsparūs vibracijai ir turi aukštą garso ir vibracijos sugerties koeficientą.
Dėl didelės aramidinių pluoštų galios anizotropijos aramidoplastika yra pilnai išnaudojama navantažo galvose, kuri yra ištempta ir tiesiogiai sustiprinta. Tuo pačiu metu jo vertė ištempus kitomis kryptimis, suspaudus ir paspaudus, yra gana maža. Dėl їi pirdvishennya, iki gabridnų linijų yra ARNOVNICIA Iz Inkliuzai iki Vuglevikh sandėlio, neorganinių pluoštų šlaitai, Jakiki roshtashuvannya yra kankinami dėl neoksidinių mechaninių vibracijos savybių. Vienos krypties organoplastikai, kaip aukštų mechaninių savybių turinčios medžiagos, matomi greta.
Aramidoplastikų šiluminės ir fizinės savybės yra tiesiogiai susijusios su armuojančio sluoksnio išsivystymu. Jo šilumos laidumas tiesia linija, statmena pluoštams, yra mažas. Tiesioginės armatūros šiluminio plėtimosi koeficientas gali būti neigiamas (kinta 2·10-5 ... -4·10-6 1/°С ribose).
Aramidoplastikų elektrinės charakteristikos yra tokios pat kaip ir kitų organoplastikų.
Aramidoplastikų šiluminis stabilumas yra didelis, karščiui atsparių junginių džiovinimas leidžia juos naudoti ilgą laiką esant normaliai temperatūrai iki 200...250 °W. Tai labai degios medžiagos. Naudojant fenolio ir poliimido junginius aukštatemperatūros pirolizės procese, prieš koksuojant, kai gaunama didelė kokso išeiga, atsiranda smarvė. Aramidoplastika yra atspari aktyviosioms terpėms, daugybei organinių junginių, pirminio benzino produktų, vandens.
Aramidoplastikų ilgaamžiškumą lemia aukštos jų mechaninės ir šiluminės savybės. Kvapai veiksmingi tose srityse, kur reikalingos aukštos mechaninės charakteristikos – mirtinuose aparatuose, transporto įrangoje, medicininėje įrangoje (šarvai, šalmai), ritualinėje ir sporto įrangoje, medicinos technikoje.
Skloplastika - tai kompozitinės medžiagos, pagamintos iš stiklo pluošto ir polimerų junginių. Armatūrai naudojami įvairių tipų pluoštai, siūlai ir pluoštinės medžiagos.
Pluošto pluoštai, kurie ypač tinka plastikiniams pluoštams, parenkami atsižvelgiant į dirbančių žmonių perspektyvą:
Struktūriniais tikslais stiklo pluoštas yra pagamintas iš laminuotų pluoštų, pagamintų iš aliuminio borosilikatinio stiklo.
Medžiagoms ir procesams, kurie veikia atsižvelgiant į didelį mechaninį stiprumą, naudokite AVN iš aukštos kokybės ir didelio modulio nuolydžių magnio-aliuminio silikatinio stiklo pagrindu, kurio vertė yra 25...50%, o tamprumo modulis yra 25...30% aukštesni, žemesni šlaitai
Atsparus rūgščioms šerdims iš šlifuoto plastiko (chemiškai paruoštas, akumuliatorių talpyklos ir kt.) Pagamintas iš chemiškai atsparaus borosilikatinio stiklo, šiam tikslui vikoryst taip pat naudojamas bazaltui AVN
Didelių gabaritų konteineriai, kuriems nekeliami aukšti mechaniniai reikalavimai (laivų korpusai, statybinės plokštės ir kt.), gaminami iš pigaus aliuminio borosilikatinio stiklo audinių.
Karščiui atsparios medžiagos, veikiančios aukštesnėje nei 300°C temperatūroje, yra ruošiamos iš silicio ir kvarco siūlų;
Kompozitams elektros reikmėms būtina naudoti AVN iš borosilikatinio stiklo, kurio dielektrinė skverbtis gali būti 30...40% mažesnė nei kitų stiklo rūšių.
Kaip polimerų matricos svarbiausios yra termoreaktingos dervos (fenolinės, epoksidinės, poliimido), taip pat karščiui atsparios termoplastinės medžiagos – aromatiniai poliamidai, polisulfonai, polikarbonatai. Žemo lydymosi termoplastai, tokie kaip poliolefinai, retai užšąla, nes turi silpną sukibimą su pluoštu ir neleidžia realizuoti pluoštinės dervos galios. Tačiau atsižvelgiama į poliamido rūšių tendenciją. Elektros ir radijo inžinerijos reikmėms skirtiems skoplastikams tinka aukštos dielektrinės charakteristikos pasižymintys vikoristai: organinis silicis, epoksidinė derva ir kt.
Kad būtų lengviau džiovinti tarpusavyje sujungtuose konteineriuose, AVP yra paruošti pluoštu sustiprintų medžiagų pagrindu. polimerinės dervos, tada. sumaišyti armuojančias medžiagas ir polimerines matricines medžiagas, ruošti detalių ir gaminių gamybai – remiantis termoreaktyviais mišiniais, o pastaruoju metu – ir termoplastų (prepregai, pre-pluoštai, premiksai).
Pašalinti skloplastiką nuo sustingusių presavimo metodų, klojimo su tolesniu presavimu, pultruzija ir kt. Didelės vertės ir didelio modulio anglies pluošto plastikai gaminami iš aukštų mechaninių savybių šlaitų, lynų (pusverpalių), lynų ir siūlių. Kaip greitai išgydyti daugumą termoreaktyvių dervų – fenolio, poliesterio, epoksidinės dervos, poliimido, kurios užtikrina aukštą sukibimą ir aukštą pluoštų mechaninės galios įgyvendinimą. Paviršiniai termoplastikai apdorojami pirminio džiovinimo, suskystinto pirminio džiovinimo, liejimo ir kt.
Esant poreikiui, medžiagas ir dalis galima apdirbti mechaniškai. Tačiau dėl pluoštų abrazyvinės galios svarbu sukietinti karbido ar deimantinius įrankius.
Literatūroje galima rasti pagrindines skloplastikų (priešpluoštų, tekstolitų, medžiagų, kurių pagrindą sudaro vientiesiai armuojantys pluoštai) charakteristikas. Deyakі parodos dalyviai zvedenі u.
Skloplastikų mechaninę galią tiesioginėje armatūroje daugiausia rodo armuojančių pluoštų ir jų restauravimo galia, o kiek mažiau smarvės yra saugomos. Skoplastikų temperatūros charakteristikas nustato gavėjų valdžios institucijos.
Sklotekstolitas lenkia pirminius tekstolitus ir organoteksolitus mechaninėmis savybėmis, atsparumu karščiui, elektros izoliacijos savybėmis, vologijų ir aktyviųjų terpių poveikiu bei kitais eksploataciniais skysčiais.
Stiklinės presinės medžiagos ir tekstilės medžiagos naudojamos įvairių detalių gamybai, pavyzdžiui, konstrukcijų, elektros ir radiotechnikos, cheminio atsparumo ir kt. Plačiai paplitęs iškreiptas plastikas naudojamas laivuose, transporto srityse, ruošiant didelius konteinerius ir kitiems tikslams.
Bazalto plastikas Daugeliu atžvilgių jie yra artimi skloplastikai. Tačiau didesnis bazalto pluošto atsparumas rūgštims ir pievoms sėmenų pluošte leidžia pašalinti chemiškai atsparesnes medžiagas.
Kaip ir bazalto pluoštai, siūlai, pakulos, audiniai, neaustinės medžiagos ir visokiomis formomis – popierius. Labiau tikėtina, kad tos pačios rūšys aptinkamos tose pačiose rūšyse, kaip ir gaminant asbestą.
Bazalto plastikų ir skoplastų apdirbimo kompozituose ir virobiuose technologija taip pat labai panaši. Pagrindinis apdailos būdas – presavimas slėgiu iki 30...50 MPa
Bazalto plastikų stipriąsias puses lemia tiek formuojamo pluošto savybės, tiek gaminio stiprumai. Kvapas atsiranda dėl didelio rūgštingumo statybinių medžiagų, pasižyminčių dideliu mechaniniu stiprumu, nejautrumu šilumai ir ypač cheminiam atsparumui. Bazalto pluošto fragmentai yra atsparesni drėgmei, mažesnio pluošto medžiagoms, irdami mažai keičia savo dielektrines charakteristikas, kvepia aukštos temperatūros struktūriniais dielektrikais.
Bazalto plastikai daugiausia naudojami kaip chemikalams atsparios medžiagos ir komponentai, skirti iškloti įrangą, taip pat gaminant komponentus elektros reikmėms.
Anglies pluošto plastikai - tai kompozicinės medžiagos anglies pluošto ir polimerinių junginių pagrindu, kur armavimui naudojami įvairių tipų anglies pluoštai ir pluoštinės medžiagos.
Anglies pluošto plastikų sandėlis skirtas iš jų paruoštoms medžiagoms palaikyti. Anglies pluošto plastikai, kurių pagrindą sudaro karbonizuoti arba grafito pluoštai, yra: presuotos medžiagos, pagamintos iš karbonizuotų (ypač karbonizuotų) neaustinių medžiagų ir pjaustytų pluoštų; anglies pluošto tekstilė, pagaminta iš karbonizuotų (karbonizuotų) ir grafito audinių; Didelės vertės ir didelio modulio anglies pluošto plastikai anglies (grafito) siūlų, siūlių, kuodelių pagrindu profilių, suvyniotų pluoštų, lakštų pavidalu.
Grafito pluoštai ir pluoštinės medžiagos yra veikiamos didelių mechaninių ir šiluminių įtempių ir yra atsparios kelio sąlygoms.
Kaip polimerų matricos svarbiausios yra termoreaktingos dervos (epoksidinės, poliimido, fenolio), taip pat karščiui atsparios termoplastinės medžiagos: aromatiniai poliamidai, polisulfonai, polikarbonatai. Žemo lydymosi termoplastų, tokių kaip poliolefinai ir alifatiniai poliamidai, sukietėjimas nėra pakankamai baigtas, nes likęs kvapas neleidžia įgyvendinti turtingų anglies pagrindu pagamintų dervų galių.
Norint lengvai sukietėti anglies ir grafito pluoštus bei polimerines dervas, išleidžiamas AVP. medžiagos, atitinkančios nurodytą armuojančio apvalkalo ir polimerinės matricos stiprumą, paruoštos detalių ir komponentų gamybai: prepregai, pirminiai pluoštai, premiksai.
Anglies pluošto plastikų pašalinimas priklauso nuo išankstinio premiksų ir prepregų paruošimo, vikoristinių ekstruzijos metodų, pultruzijos, klojimo su tolesniu ekstruzija. Didelės vertės ir didelio modulio anglies pluošto plastikai gaminami iš įvairių rūšių anglies pluošto siūlų, pintų ir susiuvamų pasižyminčių aukštomis mechaninėmis savybėmis. Norint maksimaliai išnaudoti anglies pagrindu pagamintų armatūros mechaninę galią, svarbus vienakryptis ir persidengiantis išdėstymas. Kaip geriausiai išgydyti daugumą termoreaktingų dervų – epoksidinių, fenolio, poliimido, kurios užtikrina aukštą sukibimą ir aukštą anglies pluošto mechaninių savybių įgyvendinimo lygį.
Anglies pluoštai pasižymi dideliu standumu, todėl juos apdorojant į anglies pluošto plastiką reikia atsargiai: reikia presuoti aukšta veržle, taip pat vengti aštrių armatūros medžiagų lenkimų.
Pagrindinės anglies pluošto plastikų charakteristikos (išankstiniai pluoštai, tekstolitai, medžiagos, kurių pagrindą sudaro vienkryptės armavimo medžiagos) yra išdėstytos literatūroje, nemažai jų publikuota .
Anglies pluoštu armuotų plastikų mechaninę galią tiesioginėje armatūroje rodo didelis armuojančių pluoštų galios laipsnis ir jų restauravimas, kuo mažesnis kvapas. Anglies pluošto plastikų temperatūrines charakteristikas labiausiai nustato medžiagų autoritetai.
Anglies surenkamosios medžiagos ir tekstilės medžiagos naudojamos įvairių dalių, tokių kaip antifrikcija, cheminis atsparumas ir kt., gamybai. Jie naudojami ruošiant, pavyzdžiui, guolių įdėklus. Pirminio pluošto ir lakštinio anglies prepregų pagrindu su fenolio ir kitoms chemiškai atspariomis matricomis, ant metalinių purkštuvų (dažniausiai ir kitos cheminės įrangos) gaminamos siurblių dalys, jungiamosios detalės, šilumokaičiai, kompozitinės chemiškai atsparios dangos. Anglies pluoštu sustiprintas plastikas taip pat naudojamas vietoj medžiagų, kurios anksčiau buvo pagamintos asbesto (faolito) pagrindu.
Anglies plastikai, kurių pagrindą sudaro fenolio ir poliimido junginiai, taip pat anglies-anglies medžiagos, naudojami kaip aukštos šiluminės konstrukcinės medžiagos ir dangos. Sėkmingų darinių reikšmės pasirinkimas yra tas, kad karbonizacijos metu smarvė paverčiama koksu su dideliu anglies kiekiu, kuris vėliau pridedamas prie anglies matricos. Anglies-anglies medžiagas galima naudoti aukštoje temperatūroje, o inertinėje terpėje – iki 2500°C.
Didelės vertės ir didelio modulio anglies pluošto plastikai, taip pat anglies pluošto plastikai naudojami patikimiausių dalių ir komponentų gamybai mirtinose mašinose, laivuose, kituose transporto įrenginiuose, medicinos technikoje, sporto inventoriuje. ah, protezai .
Termoplastikai, kuriuose yra iki 2...3 % koncentracijos anglies pluošto, susidaro kaip antistatinės medžiagos. Anglies pluošto džiovinimo efektyvumas yra iš esmės didesnis nei tradicinių techninės anglies priedų, nes pluoštai sukuria elektrai laidžių tinklelį medžiagoje, kurių kartu yra žymiai mažiau.
Boroplastika. Jų armavimo medžiaga yra boro siūlai arba AVN jų pagrindu. Boroplastikai susideda iš armuojančių boro monofilamentų, pynių, taip pat siūlių ar audinių (likę du boro siūlai susipynę su kitais siūlais) ir termoreaktingų aukštos sudėties arba karščiui atsparių junginių – epoksidinių, poliimido ir kt.
Boro plastikų ir skoplastų pašalinimo procesai yra maždaug panašūs. Dėl didelio boro monofilamentų skersmens (80...100 mikronų) ir didelio išlinkimo smarvė nevibruoja per vingius, todėl sriegio dalys nėra kaltos dėl didelio išlinkimo. Virusai ruošiami rutulinio klojimo, vyniojimo ir tolesnio formavimo būdais autoklavuose, esant iki 1,6 MPa slėgiui, esant temperatūrai iki 200°C (epoksidinės dervos) arba iki 300°C (polimidinės dervos).
Siekiant pagerinti sukibimą, kol pluoštai tampa stabilūs, prieš džiovinimą jie išgraviruojami. azoto rūgštis Tai iš tikrųjų padidina kompozito stiprumą džiūvimo metu ir atsparumą smūgiams. Pusiausvyrą galima pagerinti įdėjus santykinai trumpų neorganinių pluoštų arba plikų kristalų.
Boroplastikai gaminami iš didelio modulio kompozitų. Iš esmės kvapai ruošiami kaip vienkartinės ištiesintos medžiagos. Apie tai buvo pranešta jų valdžiai.
Norint išsaugoti didelę mechaninę boro siūlų galią vibrose, aštrių peraginų motina nėra kalta dėl smarvės (leistinas vigino spindulys yra ne mažesnis300 mm. Boroplastikų terminį stabilumą ir cheminį atsparumą daugiausia lemia panašūs sėkmingųjų rodikliai. Jo didelis atsparumas aktyviosioms terpėms, eksploataciniams skysčiams (volonams, alyvos medžiagoms), atmosferos veiksniams per 10 metų sumažėja ne daugiau kaip 10...15%.
Dėl aukštos boro pluošto kokybės boro plastikai yra brangesni. Jie išsiskiria aukštomis mechaninėmis savybėmis pasižyminčiomis konstrukcinėmis medžiagomis, skirtomis daug izoliuojančių dalių gamybai labiausiai paplitusių tipų mašinose – mirtinose transporto priemonėse, kosminėse technologijose, skeveldros leidžiamos kasdien sumažinti masu virobu.
Antifrikcinės kompozicinės medžiagos polimerų pagrindu, tinka dirbti kartu su metaliniais paviršiais, esant skysčiams, kad nebūtų aliejaus (vandens ir kt.). Tačiau tokio tipo operacijos gali būti atliekamos ir dirbant su organinėmis riebiomis medžiagomis, kad likusios medžiagos nesukeltų antifrikcinio rutulio išsipūtimo.
Šios medžiagos apima ir dervos pagrindu pagamintus termoreaktingus, ir dervos pagrindu pagamintus termoplastus. Termoreaktingų antifrikcinių medžiagų pagrindas yra fenolio-formaldehido, epoksidinės, epoksidinės silicio, furano dervos. Antifrikciniai termoplastikai – didelio tankio polietilenas, poliamidai, poliacetaliai (formaldehido polimerai ir kopolimerai), poliarilatai, poliimidai, fluorpolimerai (fluoroplastikas). Fluoroplastiko pagrindu pagamintas PCM skirtas kietėti be tepalo. Siekiant sustiprinti antifrikcinių medžiagų tribotechninę galią, į disperguotų dervų medžiagų šerdį reikėtų įterpti grafito, molibdeno disulfido, šešiakampio boro nitrido, fluoroplastiko, grafitinto anglies pluošto, metalo miltelių ir kt.
Kaip antifrikcinis PCM taip pat naudojamas armuotas plastikas pjaustytų pluoštų pagrindu, tekstilė, neaustinės medžiagos - presuoti plastikai, tekstolitai, suvynioti pluoštai (įvorės), taip pat kieta mediena, mediniai plastikai. Didelę tribotechninę galią sukuria pluoštiniai antifrikciniai rutuliai, pagaminti iš dvigubai turtingų sferinių audinių. Antifrikcinis veido rutulys yra pagamintas iš fluoroplastinių siūlų, o apatinis rutulys pagamintas iš natūralių pluoštų, todėl medžiagą galima klijuoti prie kieto paviršiaus.
Anglies-grafito antifrikciniai PCM gaminami iš anglies poringų PCM ir anglies-anglies pluošto medžiagų.
Antifrikcinių polimerinių medžiagų pašalinimas grindžiamas pagrindiniais apdirbimo būdais: išankstiniu džiovinimu, suskystintu pirminiu dulkių valymu, vyniojimu ir kt.
Tribologinę antifrikcinių medžiagų galią, kai jos suporuojamos su metaliniais paviršiais, rodo jų sudėtis - jas vienodai eliminuoja mažas trinties koeficientas ir nedidelis susidėvėjimo lygis. Įdėklai yra pagaminti iš antifrikcinių PCM, kad būtų galima nukreipti įvores, guolius ir kitas trinamųjų mazgų dalis, kurios veikia kartu su poliruotais metaliniais paviršiais. Smarvė aptinkama naudojant sausų arba įprastų grotelių plovimą vandeniu ir kitais nešveičiančiais skysčiais. Galima naudoti sukietėjusius organinius tepalus, kad smarvė nesukeltų antifrikcinės medžiagos brinkimo. Fluoroplastinės antifrikcinės medžiagos neatlaiko tepalų sąstingio.
Frikcinės kompozicinės medžiagos gaminamos iš aukštai temperatūrai karščiui atsparių pluoštų ir termoreaktingų plastikų – daugiausia asbesto, anglies, aramido, stiklo ir bazalto didelio modulio pluoštų. Tinkamos karščiui atsparios dervos yra fenolio, modifikuoto fenolio, vietoj gumos ir kitų ingredientų. Dažniausiai naudojamas baritas, raudonasis švinas, silicio dioksidas, grynas molibdenas ir kt. Svarbus komponentas yra vario ar žalvario drožlės, drožlės ar bent jau milteliai, kurie reikalingi šilumos perdavimui intensyvinti ir trinamojo paviršiaus temperatūrai sumažinti.
Frikciniai PCM turi stabilų trinties koeficientą nuo 0,25...0,5, aukštą atsparumą dilimui ir atsparumą karščiui. Jų dėvėjimosi intensyvumas esant dideliam kalimo ir kalimo greičių diapazonui gali viršyti I = h/L = 10-7 (kur h yra iškloto rutulio storis; L yra trynimo būdas). Polimerinės frikcinės medžiagos naudojamos vidutinio lygio naudojimui: esant paviršiaus temperatūrai iki 400...500°С, kūno temperatūrai - ne aukštesnei kaip 200...250°С. Dėl asbesto šalinimo PCM plovimui skirtų produktų sutrumpėja jų sąstingis, o kai kuriose šalyse blokuojamas.
Polimerinės frikcinės medžiagos daugiausia naudojamos gaminant pamušalus ir trinkeles, diskus ir movas transporto reikmėms, presavimo įrangą, siuvimo mašinas ir kitus įtaisus bei mechanizmus, kuriems reikalinga hidraulinė galia.noi zupinki arba sklandžiai paleidimas.
Yra specialių tipų trinties PCM, kurias naudoja svarbūs ir svarbūs protai. Atspariausias polimerinės frikcinės medžiagos naudojimui yra getinaksas, karšto spaudimo būdu turintis asbesto užpildo, kreiduoto barito, žalvario drožlių ir fenolio-formaldehido dervos kompozicijos, kuri veikia esant iki 600°C paviršiaus temperatūrai. Frikcinis PCM anglies pluošto, grafito ir karščiui atsparių dervų pagrindu yra dar atsparesnis atsparių minčių naudojimui, šie gaminiai naudojami poromis ir su metalo priešpriešine medžiaga, ir su ta pačia anglies-anglies pora. , zokrema aviacijoje. .
Visnovki:
Šioje apžvalgoje nagrinėjami pluoštinių polimerinių kompozitinių medžiagų, pagrįstų įvairių tipų armuojančiais cheminiais pluoštais, jų pagrindu pagamintų pluoštinių užpildų ir įvairių matricų: termoplastų ir termoreaktingų medžiagų, medžiagotyros pagrindai. Įvestas įvairių tipų VPCM autoritetas: organoplastikai, aramidoplastikai, skoplastai, anglies pluošto plastikai, boronoplastikai ir kt.
Remiantis apžvalga, apibendrinami polimerinio pluošto kompozitų ypatumai, palyginti su kitomis medžiagomis, o tai galima nulemti šiais pagrindiniais principais:
1. Įvairių tipų pluoštinių dangų ir matricos derinys (papildytas) leidžia reguliuoti PCM galią plačiame diapazone, parenkant optimalius rodiklius įvairiausių sąlygų virusams.
2. Virusai iš pluoštinių PCM turi mažai medžiagų, technologiškai pažangūs, apdorojami ir apdorojami naudojant daugybę tradicinių medžiagų, įskaitant metalus ir keramiką.
3. Virusai iš pluoštinių kompozitų pasižymi dideliu eksploataciniu patikimumu, yra praktiškai atsparūs korozijai ir nereikalauja specialios apsaugos ar periodinio jų paviršiaus paruošimo.
Dėl savo masės charakteristikų PCM pluoštai dažnai gali būti konvertuojami iš tradicinių medžiagų (metalų ir kt.). Todėl virusų iš pluoštinių kompozitų masės charakteristikos gali būti žymiai sumažintos, o tai ypač svarbu jų saugojimui transporto priemonėse, mirtinuose įrenginiuose, transporto priemonėse ir sporto įrangoje.
Dėl valdžios ypatumų ir daugelio teigiamų PCM pluoštų eksploatacinių savybių yra didelis potencialas įvairiose srityse ir stagnacijos srityse.
PASTABOS
Autoriaus pasiruošimo medžiagai iš įtakingų leidinių apžvalga, kurioje skaitytojai gali rasti papildomos informacijos apie žalą maistui:
Perepelkinas K.Ye. Polimerinio pluošto kompozitai, pagrindiniai jų tipai, turėjimo ir galios principai // Cheminiai pluoštai, 2005 Nr. 4, p. 7 – 22.; Nr.5 – 55-69 p.; 2006, Nr.1 – spaudoje.
Perepelkin K.E. Polimerinio pluošto kompozitai, pagrindiniai tipai, gamybos principai ir savybės // Pluošto chemija, 2005, V. 37, Nr. 4. - P. 241-260; Nr. 5; 2006, v. 38, Nr.1 – spaudoje.
_________________________________________________________________________________________________________
1 Kritinį dydį ir kritinį indėlį lemia tai, kad prisimenamas stiprintuvo vaidmuo. kuris skatina mechaninę galią ir padeda pagerinti kitas funkcines charakteristikas, pvz., keičia elektros, trinties ar kitą galią, taip pat mažina kompozito kainą
Techninė tekstilė 2006 Nr.13
Ši medžiaga buvo paimta iš svetainės:Jų skirtumas nuo kitų, tradicinių virusų
Be šiuolaikinių inovatyvių technologijų neįmanoma sukurti naujų sprendimų kasdieniame gyvenime, taip pat komercinėje ir gyvenamojoje buityje, greitkelių restauravimo robotuose. Anksčiau šios technologijos naudojo komponentus iš plieno, aliuminio, gelžbetonio, tačiau šiandien nėra nieko naujo, vertingo ir draugiško aplinkai, ar net sintetiniai kompozitai.ir gamyba iš polimerinių junginių.
Paprastai kompozitinių medžiagų sandėlyje yra dviejų tipų sandėliavimas: medžiaga (matrica) ir armavimo medžiaga. Todėl vibruojanti matrica užtikrinama lanksčia forma ir fiksuota armuojančia medžiaga. Vaikui, kurio matrica yra priverstinė, ji perduoda savo galią virusui. Toks šių rodiklių įsisavinimas kalbose garantuotai sukurs naują kompozicinę medžiagą.
Armatūros medžiagos tipas lemia kompozicinių medžiagų tipus. Pagal šią charakteristiką smarvė gali būti paviršutiniška, pluoštinė, šaruvos struktūros, taip pat stora ir skeletinė. Svarbu, kad kitos kompozitinės medžiagos priklausytų nuo fizinių, mechaninių ir cheminių savybių, tokių kaip matrica ir armuojanti medžiaga. Kompozitinės medžiagos pastaruoju metu tampa vis populiaresnės ir dažnai naudojamos įvairiose srityse. Tai nesunkiai galima paaiškinti tuo, kad šios medžiagos yra labai mažos svarbos, nes skiriasi nuo kitų, tradicinių virusų.
Pagrindiniai kompozitinių medžiagų privalumai yra tai, kad sintetinės medžiagos turi didesnę vertę ir atsparumą deformacijai, plyšimui, gniuždymui, plyšimui ir sukimui Nya. Be to, polimerinės sintetinės medžiagos yra lengvesnės, lengviau transportuojamos ir montuojamos. Šiuo atveju taip pat verta optimizuoti išlaidas šiai pozicijai.
Kompozitas yra atsparus cheminiam agresyvios terpės poveikiui ir negali būti pažeistas atmosferos nuosėdų. Medžiaga nebijo staigių temperatūros pokyčių, todėl gali efektyviai atlaikyti skirtingas temperatūros sąlygas nedraugiškam klimato protui. Prieš ką nors kita galime pasakyti, kad ši medžiaga yra visiškai nekenksminga aplinkai ir visiškai atitinka visus aplinkosauginius privalumus.
Kompozitų savybės.
Kompozitinės medžiagos turi savybių, kurios aiškiai skiriasi nuo tradicinių medžiagų. Naujos medžiagos kuriamos naudojant natūralias gamintojų medžiagas, kad pagerintų šiuo metu naudojamos ir pradedamos eksploatuoti konstrukcijos savybes. Šios technologijos, kurias įsisavina kasdieniai darbuotojai, suteikia naujų galimybių tyrinėti aktualesnius ginčus ir technologijas. Viena ryškiausių polimerinių medžiagų kūrimo ypatumų apraiškų yra tai, kad kompozitas jau plačiai naudojamas įvairiose kasdienybėse.
Kompozitines medžiagas galima pagrįstai vadinti XXI amžiaus kasdienio gyvenimo planu. Smarvė pasižymi aukštomis fizinėmis ir mechaninėmis savybėmis esant mažam stiprumui. Jaučiasi švelnus žemesnio plieno ir aliuminio metalų kvapas.
Kompozitinės medžiagos turi sulankstomas heterogenines (diferencines) struktūras, kurios susidaro derinant armuojančius elementus su izotropiniais komponentais. Armatūros elementas gali būti plono pluošto, siūlų, virvės ar audinio išvaizda, kuri užtikrins šios medžiagos fizinį stiprumą, kuris bus garantuotas tiksli ir standi tiesioginėje pluošto orientacijoje, o matrica užtikrins vientisumas Yra dizaino. Todėl šios kompozitinės medžiagos yra lankstesnės ir tvirtesnės nei tiesioginė armatūra, o jų charakteristikos gali būti mažiau nei 4 kartus didesnės nei plieno, aliuminio armatūros ir titano armatūros.
Be didesnio dėmesio medžiagai statybos metu, nustatoma konstrukcijos vertė. Standumas ir elastingumo modulis yra medžiagų charakteristikos, rodančios sporų susitraukimą veikiant išoriniam įtempimui. Ši charakteristika yra tiesiogiai proporcinga medžiagos stabilumo praradimui tuo metu, kai susidaro reikšmingos vertės ir didelis dėmesys skiriamas pagrindui. Tokiais atvejais ne vietoje esanti konstrukcija gali būti sunaikinta. Dėl stiprumo ir standumo ribinis įtempis sumažinamas iki tamprumo modulio, kuris atitinka medžiagos storį. Sunaudojant daugiau energijos, konstrukcija bus lengvesnė ir pigesnė, o ilgaamžiškumo praradimo slenkstis bus daug didesnis.
Medžiagoms sutvirtinti, kaip taisyklė, naudojami aukštos kokybės pluoštai iš stiklo, bazalto, aramido, anglies, boro, organinės dervos, taip pat iš metalinių strėlių ir siūlų pavidalo kristalų. Šie sutvirtinimo komponentai gali būti suformuoti iš monofilamento, siūlų, smiginio, virvės, audinio arba tinklelio.
Kompozitinėje medžiagoje matrica yra svarbiausias saugojimo elementas, užtikrinantis kompozicijos vientisumą, fiksuojantis jos formą ir armuojančio pluošto augimą. Todėl matricos medžiaga gali būti aprūpinta optimaliu elementų paruošimo būdu, taip pat pasirenkant tinkamą kompozito darbinės temperatūros lygį, atsparumą chemikalams ir kompozito elgseną veikiant atmosferos kritulių poveikiui. temperatūros.
Matrica gali būti pagaminta iš epoksidinių, poliesterio ir kitų termoreaktingų, polimerinių ir termoplastinių medžiagų. Pluoštinės struktūros kompozicinėse medžiagose įtempiai, atsirandantys dėl išorinių jėgų antplūdžio, yra suspaudžiami gijų pluoštais. Smarvė taip pat užtikrins ginčo svarbą tiesioginiam pastiprinimui. Dėl tiesioginio kompozitinių medžiagų galios pobūdžio smirda siaubinga gelta. Konstrukcijos gali būti kuriamos iš kompozitinių medžiagų pagal anksčiau nurodytus reikalavimus ir nuosekliausias specifikacijas bei eksploatavimo sąlygas. Dėl matricos pluoštų ir medžiagų įvairovės, taip pat schemų, pagal kurias atliekamas armavimo procesas kuriant kompozitą, galima tiesiogiai reguliuoti vertę, standumą, darbo temperatūros lygį, cheminį atsparumą ir kt. įtakos.
Didelės technologinio proceso galimybės įvairioms medžiagoms gaminti į formą reiškia platų kompozicinių medžiagų, kurias galima pagaminti, spektrą. Tobulėjant visoms technologijoms, būtina įrengti specialius mazgus ir aprūpinti juos kitomis mašinomis. Naudojant šią papildomą techniką, nestandartiniams statybos sprendimams armatūros strypai gali būti lenkiami įvairiomis kryptimis.
Šiame skyriuje galime pasižiūrėti, kas yra naudojama kompozitinių medžiagų gamybai, kokio tipo armavimo medžiaga ir matricos gali būti formuojamos, taip pat kokios technologijos gali būti formuojamos gamybos metu.
Kompozitinės medžiagos ir technologijos.
Kompozitų armavimo medžiagos:
|
1. Sklovolokno. Kompozitinių medžiagų gamybos technologijoje naudojamos armavimo medžiagos, tokios kaip stiklo pluoštas. Ši medžiaga savo forma panaši į ekstruzijos būdu išlydytą stiklą. Gamybos proceso metu išsilydę siūlai praleidžiami per besisukančius filtrus, kurie tampa dar minkštesni. Ši medžiaga, susidėvėjusi, nedūžta, nesulūžta ir net tampa minkštesnė ir leidžia susidėvėti nuo įvairių paskirčių audinių ir kabelių. Paprastai jis labai dažnai sustingsta prie buities pastatų, kapitalinio buities pamatų, taip pat greitkelių rekonstrukcijos darbų. Stiklo pluoštas taip pat naudojamas fasadų šilumos izoliacijai ir garso izoliacijai. Stiklo pluoštas reguliariai apdorojamas pramoninėms ir konstrukcinėms medžiagoms, tokioms kaip stiklo pluošto armatūra, dailylentės, lentos, plytelės ir stiklo pluoštas. Ši medžiaga yra netoksiška, todėl tinka visų tipų reikmėms, tiek komercinėms, tiek gyvenamosioms patalpoms. Kai tik stiklo pluoštas sujungiamas su kietomis medžiagomis, kompozitas tampa plonesnis ir brangesnis. Ši technologija leidžia verpti medžiagas, kurios kenkia medžiagų ir plieno vertei. O dar svarbiau yra tai, kad stiklo pluoštui gali būti suteikta bet kokia forma. |
||
 |
2. Bazalto pluoštas. Kita labai populiari medžiaga kompozitams gaminti yra bazalto pluoštas, gaminamas iš uolienų, o tai rodo statybą su bazaltu, bazanitu ir gabradibaze. Galimi ir šių medžiagų deriniai. Šis pluoštas ruošiamas specialiose krosnyse aukštoje temperatūroje. Ypač hidratuotos medžiagos tirpsta ir laisvai teka. Bazalto pluoštas gali būti dviejų tipų – kuokštelinis ir nuolatinis, skirtumas tarp šių dviejų tipų priklauso nuo pačios medžiagos. Jau labai įprasta, kad filtrai sustingsta. Ši medžiaga yra lengva ir lanksti, todėl sėkmingai naudojama betono sporų sutvirtinimui. Kasdieniniame gyvenime bazalto pluoštas sustingsta, todėl struktūra žymiai pagerina jo šerdį pagal atsparumą smūgiams, atsparumą šalčiui ir sporų nepralaidumą vandeniui. Bazalto pluoštas naudojamas termoizoliacinėms ir ugniai atsparioms medžiagoms gaminti, bazalto-plastiko armatūrai, pvz., filtrams nuo smulkaus valymo, betono armavimo mišiniams, įvairių paviršių izoliacijai, kurie naudojami nedraugiškoje aplinkoje. orų protai ir labai žemai temperatūrai. Iš šios medžiagos gaminami bazalto kilimėliai ir pluošto plokštės, kurios yra vikoruotos vamzdynams iškloti. Pagrindiniai bazalto pluošto gaminių privalumai yra tokie kaip didelis atsparumas cheminiam įpurškimui, mažas svoris ir labai priimtina kaina. Akyta bazalto pluošto struktūra nesumažina pastato pralaidumo, o iš bazalto pluoštų pagamintas pluoštas nepasiduoda korozijai ir neturi katodinio poveikio bei yra jautrus metalų užterštumui. |
|
 |
3. Anglies pluoštas. Kompozitinių medžiagų gamyboje taip pat naudojami vikoristiniai pluoštai. Ši medžiaga yra upė, kurioje yra tik karbonato anglis. Šią medžiagą pirmą kartą sukūrė ir užpatentavo Thomas Edisonas XIX amžiuje ir yra neatsiejamas elementas, kurį galima išgauti apdorojant organinį pluoštą aukštoje temperatūroje. Kompozitinių medžiagų gamyba iš anglies karbonato yra sudėtingas procesas, apimantis sudėtingą procesą. Po to, kai medžiaga lieka visiškai grafitizuota, grynos anglies kiekis pluošte yra maždaug 99%. Anglies pluošto kompozitai susidaro daugiausia gaminant mirtinų prietaisų fragmentus, taip pat įrenginius, atpažįstančius pastovias dideles vertes. Ši medžiaga lydosi labai aukštoje temperatūroje, todėl gali būti sėkmingai naudojama termoizoliacijai vakuuminių krosnių gamyboje. Be to, anglies kompozitas turi galią efektyviai sugerti elektromagnetinius laidus, kurie plačiai naudojami radijo inžinerijoje. Anglies pluoštas pasižymi dideliu cheminiu atsparumu. Jis naudojamas pramoniniuose erdvėlaiviuose, viršgarsiniuose skrydžiuose, lenktyninių automobilių dalyse, elektromagnetinius laidus blukinančiuose ekranuose, taip pat profesionalioje sporto įrangoje. Anglies pluoštą derinant su tradicinėmis medžiagomis, naujoji technologinė medžiaga yra lengva ir patvari, todėl gali pakeisti bet kokį plastiką ar metalą. |
|
 |
4. Aramido pluoštas. Aramido pluoštas taip pat dažnai sustingsta gaminamose kompozicinėse medžiagose. Jis taip pat kartais vadinamas kevlaru. Vin yra minkšta sintetinė medžiaga, kuri išgaunama iš kopolimerinių siūlų kaitinant juos iki penkių šimtų laipsnių. Šioje medžiagoje yra daugybė skirtingų tipų, tokių kaip para-aramidiniai ir meta-aramidiniai pluoštai. Likusieji turi labai aukštą atsparumą karščiui, todėl juos galima austi gaminant aksesuarus į drabužį. Aramidiniai pluoštai yra plačiai naudojami daugelyje pramonės šakų. Pajusite lengvumą ir didybę. Jie tinka aviacijos ir kosmoso transporto priemonių, lenktyninių automobilių dalių projektavimui, taip pat specialios lenktynininkų, karinio personalo aprangos ir įrangos gamybai bei kitose specialiose srityse. Svarbu, kad aramidas būtų naudojamas šarvuočiams gaminti, kabeliams pinti, viršutiniams kabeliams, ugniai atspariems drabužiams ir automobilių padangoms sutvirtinti. Ši medžiaga tarnauja ilgiau aukštas rabarbaras puikus atsparumas plyšimui, taip pat didelis atsparumas cheminiams veiksniams ir aukštai lydymosi temperatūrai. Tačiau aramidinis pluoštas tokiems komponentams praktiškai neturi analogų, todėl jį galima paruošti iš naujo pusverpalio. Kvapas yra nuo virvių, surinktų iš šio pluošto siūlų. Pusverpaliai gali skirtis priklausomai nuo storio ar storio, priklausomai nuo pluošto siūlų skaičiaus sruogoje, sriegio skersmens, švirkšto tipo ir naudojamų verpalų tipo. |
Aprašytų pluoštų pagrindu pusverpaliai yra vibruojami. Irklavimas- є surinkimo laidas iš nenutrūkstamo pluošto siūlų. Pusverpaliai skirstomi į: storį ir storį – pluošto siūlų skaičių ryšulyje, vieno sriegio skersmenį, dumblo, iš kurio jis paruoštas, tipą, tepimo tipą ir jo charakteristikas. Pagrindinė smarvės paskirtis yra tex („tex“) – vieno kilometro važinėjimo vertė gramais. Pusverpaliai tiekiami ritėmis ir ritėmis, hermetiškai supakuoti į iešmą.
 |
Prakeiktas pusverpis yra ištisinė pynė, nupinta iš šlaitų. Norėdami nustatyti pusverpalio storį, priklausomai nuo to, kiek jame yra siūlų, nustatykite tex („tex“) reikšmę. Iš esmės pusverpaliai audžiami ant specialių austinių apvijų, vikoristų ir šveitimo pluošto siūlų. Gatavas produktas yra sulankstytas specialiais termoplastiniais klijais, vadinamais lubrikantu. Naudojant šią medžiagą galima gaminti jungiamąsias detales, įvairius profilius, taip pat apvalius cilindrus, vamzdžius, rezervuarus, kurie gali būti naudojami cheminių reagentų laikymui ir transportavimui. Pusverpaliai gali būti standinami kaip sutvirtinanti medžiaga. Dėl labai prieinamos kainos, medžiaga yra lengva ir plastikinė, kuri dažnai naudojama pramonėje ir dekoratyviniuose fasaduose. Taip pat vicor roving naudojamas plastikų paviršiams, pultruduotų profilių, armatūros jungiamųjų detalių, termoplastinės armatūros gamybai, taip pat raukšlių gamybai, asfaltbetonio dangos dažymui, taip pat vamzdžių ir konteinerių gamybai. kі vikoristuyutsya su aukšta vice. Prakeikimais besiremiančios Mergelės turi beasmenių pranašumų. Turime prieinamą kainą, didelę vertę, saugumą, atsparumą nedraugiškam protui, atsparumą pažeidimams ir ilgą laiką galime naudoti kaip šilumą izoliuojančią medžiagą. |
|
 |
Roving iš bazalto Taip, su virve, su virve, kuri turi vienodai įtemptus kietus bazalto siūlus. Siūlams paruošti didelės frakcijos bazalto skalda susmulkinama, sijojama, nuplaunama ir išdžiovinama. Po to sandėlis dedamas į rekuperacinę lydymo krosnį, kur krosnis įkaitinama iki 1500 laipsnių. Atsargos pradeda tirpti ir nutekėti prie tiektuvo, po to jis yra prie suktuko, kuris yra prijungtas prie specialaus įrenginio, kuris sukuria nenutrūkstamus siūlus. Nuo verpimo būdo priklauso, koks jis bus pusverpis – suvyniotas tiesiais siūlais ar sulankstytas. Didelė kalbos vertė ir atsparumas agresyviai terpei leidžia vingiuoti renkantis vamzdžius transportavimui. cheminės kalbos, dujos, randamos aukštos temperatūros kriauklėse ir degančiose alyvos medžiagose. Pusverpaliai bazalto pagrindu taip pat naudojami audiniams ir prepregams gaminti, armavimo detalėms, plastiko ir betono betono armavimui, cheminių įrenginių ir apdailos medžiagų gamybai, termoizoliacinių kilimėlių gamybai, dažymui Asfalto dangos atnaujinimas statyboms ir kelių rekonstrukcijos darbai. |
|
| |
Anglies pusverpaliai yra austi iš kieto anglies pluošto. Į medžiagų sandėlį patenkantys pluošto siūlai yra labai mažo skersmens, iki 15 mikronų, todėl turi labai didelę plyšimo vertę. Be to, medžiaga turi labai mažai drėgmės. Prieš paruošimo valandą jie pašildomi iki 1700 laipsnių, chemiškai apdorojami, ko pasekoje susidaro karbonizacija. Pusverpaliai parduodami maišuose ir turi būti laikomi sausoje vietoje. Anglies pluoštas gali būti naudojamas pramoniniuose pastatuose, laivų ir lėktuvų galerijose. Didelė mechaninė galia, pvz., audimo pusverpaliai, leidžia laminuoti ir sutvirtinti sistemas, kuriose yra epoksidinių, vinilo ir poliesterio dervų. Pusverpaliai, kuriuose yra anglies vikoristinių siūlų sandėlis, naudojami medicinos reikmėms, buityje, elektrotechnikoje, orlaivių ir raketų gamyboje, pirminio benzino pramonėje, kosmoso pramonėje, sporto įrangos gamyboje. Anglies vingiavimo privalumai akivaizdūs – lyginant su tradiciškai lakuotomis medžiagomis, jis pasižymi dideliu atsparumu plyšimui, nerūdija, gali atlaikyti itin aukštą temperatūrą. Pluoštai su anglimi, patekę į sandėlį, sukuria alfa daleles, kurios leidžia sukurti besiūlius sulankstomų formų pluoštus. |
Žiūrėkite sudėtinius. Sudėtinės matricos:
1. Epoksidas yra geresnis.
Sudėtinės matricos gali būti įvairių tipų. Epoksidinė medžiaga dažnai naudojama, nes ji pagaminta iš epoksidinės grupės. Ši medžiaga turi trivialią struktūrą ir yra atspari teršalams, rūgštims ir halogenams. Epoksidą lengviau plačiai naudoti įvairiose pramonės šakose. Tai atliekama naudojant skirtingų tipų sutvirtinančių elementų klijavimo metodą ir išpjaunant skaidrią kompozicinę medžiagą. Jis taip pat naudojamas kaip elektroninių prietaisų, įvairių grandinių plokščių ir kitų prietaisų sandarinimo priemonė. Jis plačiai naudojamas kasdieniam naudojimui, taip pat kasdieniams tikslams.
2. Poliimido nauda.
Ne mažiau žinomas ir populiarus bei saugus nuo poliimido. Šie žodžiai pateikiami šiltoje medžiagų klasėje, kuri sudaro sulankstomą struktūrą, kurioje yra daug ryšių tarp dalelių. Dėl šių dalelių šiluminio stabilumo ši medžiaga yra išbandyta kaip tinkama šilumos apsaugos sistemose. erdvėlaivių, raketų pramonėje, taip pat daugelis kitų virusų, kurie pasiduoda agresyviai aukštai temperatūrai. Renkantis tokio tipo gaminius, būtina atsižvelgti į medžiagos toksiškumo faktorių, didelį klampumą aukštoje temperatūroje ir didelę kainą, susijusią su sudėtingu fermentacijos procesu.
3. Polyefirne yra sėkmingas.
Jungiamasis poliesteris yra produktas, kuris susidaro polimerizacijos esterių su sočiosiomis dalelėmis metu. Šio gaminio ypatumas yra tas, kad jame yra daug stireno, kuris susidaro polimerizacijos proceso metu. Tai gali lemti dvi neigiamas šios medžiagos savybes – ji turi porėtą struktūrą ir taip pat gali būti toksiška. Tačiau šis rišiklis yra pigesnis, mažesnis epoksidinis, taip pat mažesnis klampumas ir lengviau tepamas.
4. Fenolis-formaldehidas yra laisvas.
Ypač naudojant fenolio formaldehidą, darbinė temperatūra gali būti net aukšta. Taip pat svarbu, kad ši medžiaga jau būtų prieinama, nes tai yra pirminio benzino produktų sintezės šalutinis produktas. Jis turi gerą plokštumą, todėl galima atskirti skirtingas konfigūracijas. Sustingusiai medžiagai sukietėjus, armavimo elementą galima nuimti, kad jis lengvai įsiskverbtų į kompozitinę medžiagą.
5. Vuglecevas laimingas.
Vugletsevas gali saugiai leisti sukurti virusą, turintį labai didelę fizinę ir mechaninę galią. Jo linijinio šiluminio plėtimosi koeficientas yra ≈10-7-10-8; šilumos laidumo koeficientas iki 1000 W/m. tamprumo modulis E-600 GPa. Šis produktas taip pat pasižymi puikia elektros galia ir dideliu cheminiu inertiškumu. Šis rišiklis naudojamas variklių antgalių blokų, karščiui atsparių plokščių gamyboje, taip pat elektros komponentuose.
6. Cyanat-efirne yra laimingas.
Cianato-esterio derva pasižymi dideliu atsparumu spinduliuotei, mechaniniu stiprumu, kuris keičiasi priklausomai nuo apdorojimo laiko, taip pat turi mažą drėgmės kiekį ir mažą dielektrinį stiprumą. Be to, gaminiai, pagaminti iš cianato esterio, yra atsparūs temperatūros pokyčiams, kurie kitose medžiagose gali sukelti mikroįtrūkimus ir kalbos pablogėjimą. Valdžios institucijos plačiai varžosi dėl kompozitinių medžiagų kosmoso pramonei. Dabartinis etapas apima atšvaitų, pelekų, antenų, plaktuvų gamybą ir stabilių dydžių atviros erdvės konstrukcijų įrengimą.
 |
GELKOUTI Kompozitinėms medžiagoms padengti naudojamos modifikuotos dervos, vadinamos gelcoats. Jie pagaminti iš poliesterio arba epoksidinės dervos, todėl paviršius yra lygus, blizgus. Gelcoat dengimas turi būti atliekamas naudojant papildomą purškimo pistoletą, kuris garantuoja vienodą rutulį be pakartotinio rutulio. Liejimo proceso metu detalės dažnai padengiamos specialiu matricinės išvaizdos gelio sluoksniu, kurį galima tepti storesniu kamuoliuku. Paprastai plastikinėms formoms padengti naudojama derva, kuri sukuria papildomą apsaugą ir pailgina medžiagų tarnavimo laiką. Taip pat, naudojant papildomą gelcoat, paviršius padengiamas reikiama spalva. |
Galite perskaityti informaciją apie kompozicinių medžiagų gamybos technologijas
Chemija ir farmakologija
Metodiniuose įvaduose išdėstytas teorinis PCM pašalinimo epoksidine derva ir grūdinimo metodais pagrindas, todėl PCM šalinimo vakuuminiu infuzijos metodu laboratorijoje aprašymas nėra praktiškas.
|
MASKAVOS VALSTYBINIO UNIVERSITETAS Pavadintas M. V. LOMONOSOVAS |
CHEMIJOS FAKULTETAS
Cheminės technologijos ir naujų medžiagų katedra
M.Yu. Jablukova
Redakcinis malonumas:
prof. Avdejevas V.V., Lazoryak B.I., Teplyakovas V.V.
Metodiškesnis požiūris parengtas įgyvendinant prioritetinį nacionalinį projektą „OSVITA“ „Inovatyvaus švietimo sistemos formavimas m.
MDU pavadintas M.V. Lomonosovas“
Teorinė dalis
PKM struktūra ir galia ………………………………………………………………..5
Epoksidinės dervos- polimerinės matricos, skirtos PCM ……………………..12
Epoksidinių dervų kietikliai……………………………………………………………………………
Kompozicinių medžiagų apipjaustymas……………………………………….25
eksperimentinė dalis
PCM pašalinimo vakuuminės infuzijos metodu metodas………………..41
Saugos įranga……………………………………………………………..………….52
Kontroliuoti mitybą……………………………………………….……….53
Įeikite
Šiais laikais polimerinės kompozicinės medžiagos (PCM) yra plačiai naudojamos ir užima vis didėjančią nišą tarp konstrukcinių medžiagų.
Taip yra dėl to, kad polimerų chemijos plėtra ir polimerinių matricų struktūros ir morfologijos tyrimo metodai, kurie tiriami PCM, leidžia nustatyti bet kokius technologinius reikalavimus tiesioginiam kompozitų kūrimui Ir dėl būtino pavydo autoritetai.
Taigi dėl lengvesnio dizaino ir PCM pagrįstos technologijos tokios medžiagos yra būtinos ir jas pakeisti reikia naujomis technologijomis, o tai akivaizdu žvelgiant iš energijos suvartojimo.
Tarp dabartinių PCM išgavimo būdų ypatinga gamintojų pagarba yra naudoti technologijas pagrįstus metodus RTM (dervos pernešimo liejimas) ), o ypač vakuuminio infuzijos metodą, kuris dėl paprastos techninės konstrukcijos leidžia vienu technologiniu žingsniu pagaminti dideles detales, pavyzdžiui, laivų ir jachtų korpusus.
Metodinis supažindinimas su studentų supažindinimo su PCM palaikymo metodais metodu.
Metodiniuose įvaduose aprašomas PCM šalinimo įvairiais būdais teorinis pagrindas, pavyzdžiui, kietinant epoksidines dervas ir kietinant, aprašomas PCM pašalinimas vakuuminiu infuzijos metodu laboratorijoje, kuris yra būtinas ir praktiškas.
Norint sėkmingai eksperimentuoti su robotu, būtina susipažinti su metodikos skyriuose pateikta teorine dalimi, atliekant eksperimentinius darbus atidžiai sekti roboto algoritmą iki eksperimentavimo operacijų sekos.
PKM struktūra ir galia
Polimerinės kompozicinės medžiagos (PCM)Tai yra nevienalytės sistemos, sudarytos iš dviejų ar daugiau komponentų, kai kurie iš jų yra sustiprinti saugojimo komponentai, o kiti surišti polimerinėmis matricomis. Kompozitų komponentai bus labai geri, bet po vieną nesulaužys.Jėgos ir galios kompozicinė medžiaga, kurios negalima tikėtis iš nė vieno jos komponento, 1 pav.
PCM komponentų klasifikacija parodyta 2 pav.
Atsižvelgiant į priežiūros agento tipą, galima pasirinkti PCM su daugybe charakteristikų ir galių įvairioms sąlygoms, 3 pav.
Maksimalus polimero savybių papildymo PCM lygis gali būti pasiektas organizuojant efektyvią tarpfazių klijų sąveiką tarp jų sekcijų.
1 pav. naponuvacha tipo antplūdis PKM politinio centro galiai
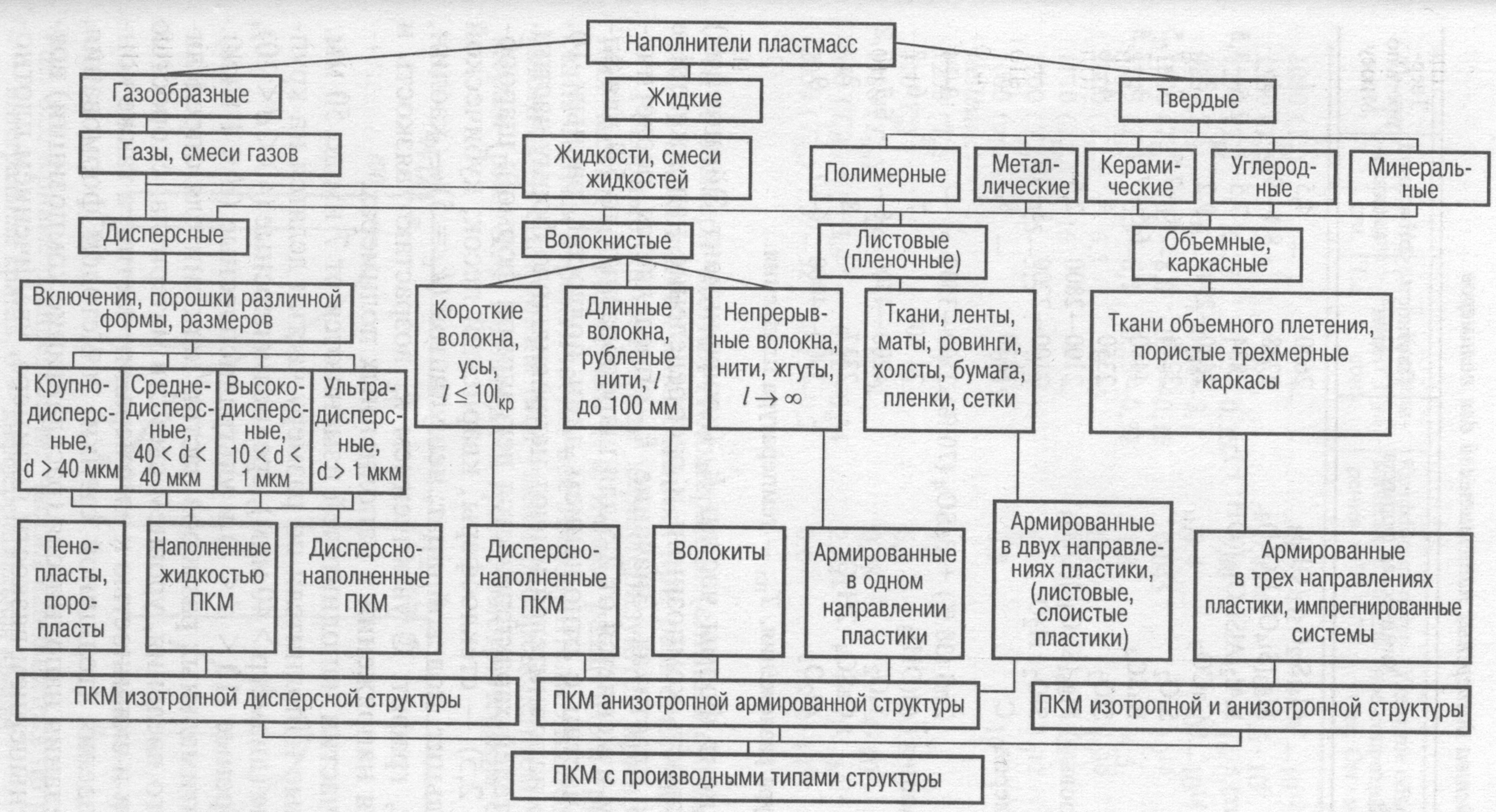
2 pav. PCM klasifikacija
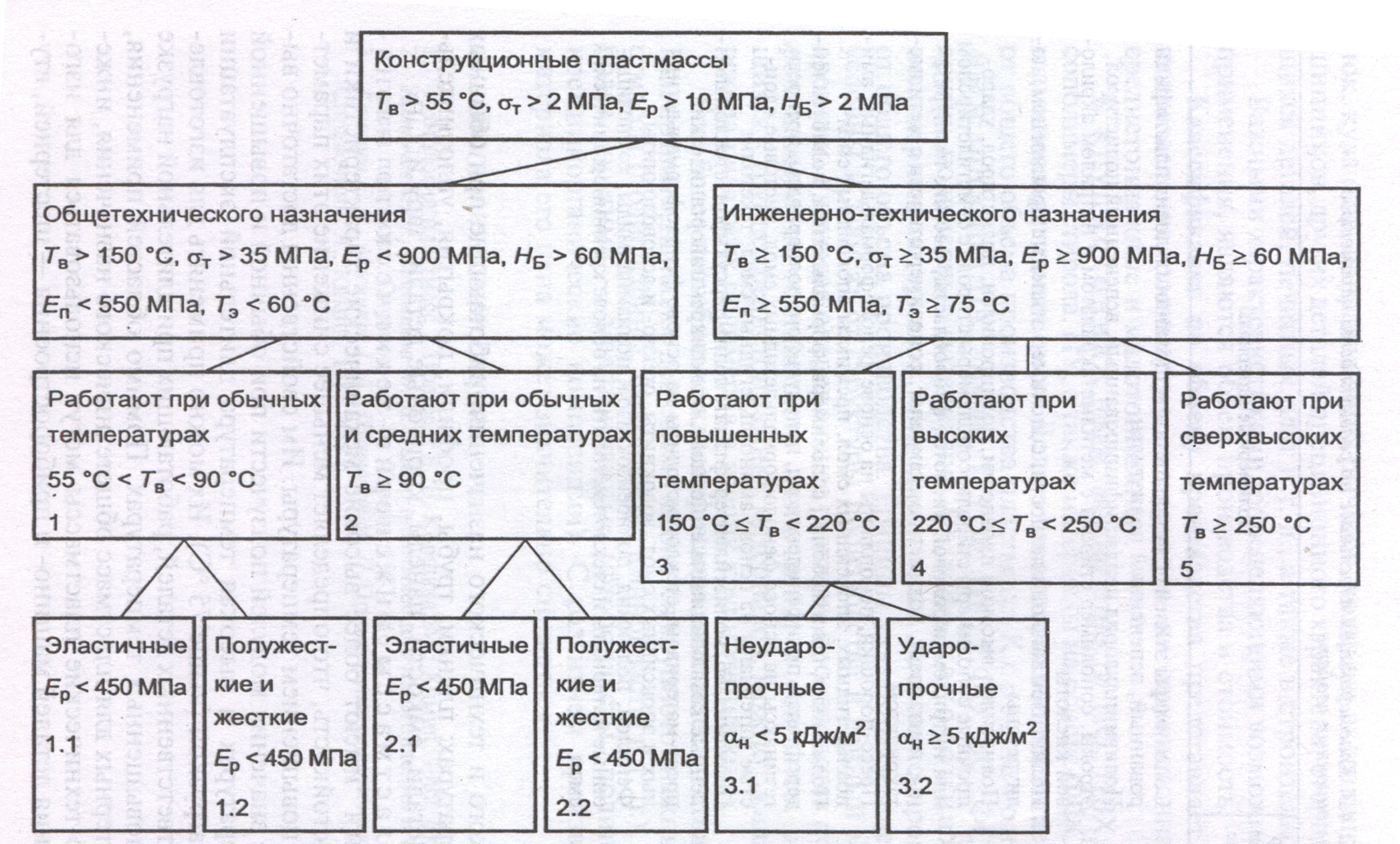
σ t -tarp ilgių tempimo metu, E R kietumas, N B - Brinelio kietumas, T U - atsparumas karščiui pagal Viką,
E P -medžiagų modulis
3 pav. PCM charakteristikos
Norint optimaliai įgyvendinti visą kompozicinės polimerinės medžiagos galių kompleksą, būtina užtikrinti kruopščią matricos ir pluošto sąveiką visoje jų sąlyčio srityje. Kuriant PCM, ypatingas dėmesys turi būti skiriamas tarpfazei tarp pluošto ir matricos.Dažniausiai tarp fazių(tarpfazinis rutulys) Tai yra silpniausia medžiagos vieta, ir čia prasideda griūtis tiek mechaninių intervencijų metu, tiek kitų antplūdžių metu (esant išorinės atmosferos, vandens ir kt. antplūdžiui). Tai pagrįsta literatūriniais duomenimis, įskaitant trumpiausias kelias sukibimo sąveikos stiprinimas: polimero, mažos molekulinės masės arba monomerinės dervos padengimas pluošto paviršiumi po rutuliu; pluošto paruošimas; tarpfazių priedų įvedimas į spochną.
Sunku pasiekti, tokios sąveikos fragmentai turi būti saugomi turtinguose faktoriuose ir kartu žaliavų, pluoštų ir kompozitinių medžiagų gamybos technologijų sandėlyje. Padidėjusi abipusė skaidulų sąveika sėkmingai derinama su abrikosais – žodžiais, kurie patenka į tarpfazės sferos struktūrą, galią ir ilgį. Plovimo priemonių vaidmuo suformuotame tarpfaziniame rutulyje yra puikus: kvapas labai padidina pluoštinės dangos kontaktinį plotą, kuris siekia 600 mm. 2 in 1 mm 3 pluoštai.
Tarpfazinio rutulio susidarymas trunka ilgai, o procesas priklauso nuo gaminio klampumo, jo molekulinės masės, fizinių ir cheminių savybių, kietėjimo sklandumo, pluošto porų dydžio ir struktūros bei nuo jų. suras, valdžia uždraus. Fig. 4 paveiksle parodytas PCM tarpfazių sąveikos modelis, kuris neleidžia keisti paviršiaus pluošto rutulio storio ir sukurti pakitusią matricos struktūrą.
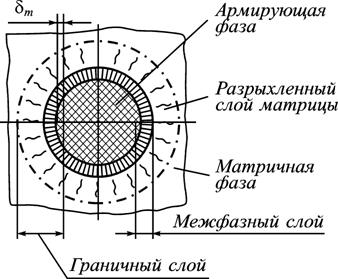
4 pav. Sustiprinto polimero tarpfazinio rutulio modelis
Gaminant armuotus PCM pagal nurodytas institucijas, būtina tiesiogiai reguliuoti konstrukciją ir užtikrinti, kad ribinis rutulys būtų tinkamai parinktas armuojančiam pluoštui pagal valdžios institucijų taisykles.
Polimerinių matricų tipai
Polimerinių matricų kūrimas PCM yra rimta ir svarbi problema; pagal matricą identifikuojami daugelio PCM galių fragmentai. Pirma, pati matrica mezga pluoštus po vieną, sukuriant monolitinę konstrukcinę medžiagą. Tiek, kiek yra realizuotos aukštos mechaninės pluoštų savybės, jos patenka į tokias matricos savybes kaip stiprumas, standumas, plastiškumas, kietumas, atsparumas smūgiams.
Pagrindiniai sustiprintų polimerinių kompozitų gamybos pranašumai yra ateityje:
Polimerus galima suskirstyti į dvi pagrindines klases:termoreaktyvus(termoreaktyvus) ir termoplastinis. Pirmiesiems būdingi mažo klampumo skysčiai, kurie per chemines reakcijas prasiskverbę armuojančiai medžiagai (pluoštai, siūlai, dygsniai, audiniai) paverčiami netirpstančia kieta polimero matrica. Poliesteris, epoksidas, fenol-formaldehidas, organinis silicis ir kitos dervos naudojamos kaip oligomerai kietosioms dalelėms pašalinti.
Perkoliacijai skirtoje kompozicijoje, be sėkmės, yra kietiklis, kietiklis ir kiti priedai, reguliuojantys dervos galią ir galiausiai būsimą gatavą produktą - skoplastiką.
Lentelėje nurodyta vienoda galia PCM, pagaminta iš stiklo pluošto dervos, sukietėjusio kaip oligomerinių dervų kompozicija. 1.
Lentelė. 1: Skoplastų, kurių pagrindą sudaro termoreaktingi junginiai, galia
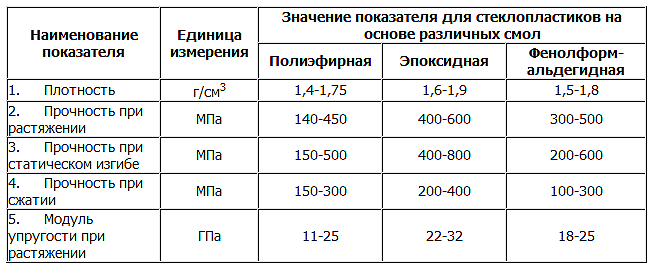
Tai akivaizdu iš instrukcijų lentelėje. Remiantis duomenimis, plastikai, kurių pagrindą sudaro epoksidinės dervos, yra vertingesni visų tipų reikmėms. Be to, smarvė yra labai pastebima skirtingomis sąlygomis.
Polimerinės kompozicinės medžiagos (PCM) yra nevienalytės sistemos, susidedančios iš dviejų ar daugiau komponentų, turinčių aiškiai apibrėžtą tarpfazių sistemos ribą, kurios sujungia armuojančius elementus (pluoštus, plokštes, gabalus) nuo skirtingų nustatymų iki pjūvio (kuris sukuria stipresnį efektą). , įterptas į polimerinę matricą – sėkmingas. Dėl rimtos priežasties reikia kaltinti kompozitų komponentus, tačiau negalima jų kaltinti kitu būdu, kad sumaltų vienas kitą.
Lengviau matosi lydalai, dispersijos, dispersijos (milteliai, emulsijos, suspensijos), pluoštai ar atskilimai kartu su sutvirtinančiais pluoštiniais užpildais, kai pašalinami sustiprinti pluoštiniai produktai (premiksai, prepresai) gіv, presuvalnyh, pilant ir kitas kompozicijas), sunkantis, paduodamas, mechaninis ryšys. Svarbu yra tolygus matricos pasiskirstymas (sėkmingas) tarp išorinio arba armuojančio komponento dalelių. Tai priklauso nuo komponentų drėgnumo, gaunamos paviršiaus energijos klampumo. Gatavų gaminių perdirbimo etapuose galutinio produkto tipas, kiekis ir pasiskirstymas lemia medžiagos pagaminamumą – formuojamumą, tūrinį susitraukimą ir kitas charakteristikas.
Polimerinė matrica, jungianti visus komponentus prie kompozito, užtikrina medžiagos monolitiškumą. Jis tolygiai pasiskirsto tarp armuojančių elementų, apsaugodamas jo stiprumą nuo išorinių įtekėjimų. Tuo pačiu metu matrica slopina įtrūkimų, atsirandančių skaiduloms subyrėjus, augimą dėl didelio plastiškumo arba vietinio pluošto atsiskyrimo nuo matricos. Taigi polimerinės matricos funkcija yra perskirstyti įtampą tarp kraujagyslių skaidulų ir užblokuoti didelius įtrūkimus, atsirandančius skaiduloms subyrėjus. Likę dėl plastinės (elastinės) matricos deformacijos arba lokalaus skaidulų atsiskyrimo nuo matricos. Be to, matrica daro didelę įtaką kompozitinių medžiagų savybėms, tokioms kaip terminis stabilumas, cheminis atsparumas, taip pat pramoninių medžiagų gavybos ir apdorojimo technologiniai metodai ir būdai. Visos šios funkcijos sėkmingai slypi jų sąveikoje su kompozito apdorojimo ir veikimo procesu – komponentų galios, drėkinimo ir sukibimo pusiausvyra, kuri vėl pasiekiama, dėl ko gali pasikeisti komponentų sąveika. .
Epoksidinės dervos yra vienas iš tinkamiausių pluošto kompozitų tipų dėl šių priežasčių:
Epoksidiniai oligomerai ir polimerai naudojami įvairiose technologijų srityse dėl ilgalaikės sudėtingos apdirbimo technologijos, pasižyminčios aukštomis fizinėmis ir mechaninėmis savybėmis, atsparumu karščiui, sukibimu su įvairiomis medžiagomis ir kt. Lankstumas įvairioms terpėms, taip pat gebėjimas kietėti atmosferos slėgis su mažu susitraukimu. Taigi, smarvės plačiai aptinkamos aukštos kokybės konstrukcinėse medžiagose raketų ir kosmoso technologijose, aviacijoje, laivuose, mašinose, elektrotechnikoje, radijo elektronikoje ir įrangoje.
Epoksidiniai oligomerai ir polimerai plačiai naudojami kaip anglies pluoštu sustiprintų plastikų matricos, kurios pasižymi dideliu stiprumu ir standumu, mažu storiu, žemu temperatūriniu trinties koeficientu, dideliu šilumos laidumu, elektriniu laidumu, atsparumu dilimui, atsparumu šiluminiams ir radiaciniams išmetimams.
Dėl to, kad epoksidiniai oligomerai ir polimerai yra brangesni, mažiau nei kitų matricų, tačiau nuostabios jų pagrindu pagamintų medžiagų eksploatacinės savybės daugeliu atvejų kenkia epoksidinių matricų naudojimui.
Jų eksploatacinė galia, įskaitant šilumos ir šiluminį stabilumą, labai priklauso nuo chemijos pramonė komponentai, kryžminio ryšio stiprumas ir stambiamolekulinių lantelių pakuotė. Tačiau yra didelis oligomerų ir kitų komponentų asortimentas, taip pat šios galus darbo raida ir gera epoksidinių polimerų technologinė galia reiškia galimybę keisti epoksidinių polimerų, tokių kaip padėties medžiagos, laikymą, struktūrą ir galią. remiantis jais.
Epoksidinių junginių, skirtų PCM, pagrindas yra epoksidinės dervos. Epoksidinės dervos yra oligomerinės dervos, kurių molekulėje yra bent dvi epoksidinės dervosarba glicidilo grupėsO gaminiai, veikiami kietinimo priemonių, paverčiami trimačiais polimerais.
Didžiausias išsiplėtimas nustatytas epoksidinėse dervose, kuriose yra epoksichlorhidrino ir difenilolpropano (bisfenolio A), vadinamų dianoidais (ED tipo dervos):
Epoksidinių dervų sulaikymas atliekamas kondensuojant epoksichlorhidrino arba dichlorhidrino glicerino ir puslaidininkių mišinyje, kurie jungiasi su atomais ir vandeniu – fenoliais, aminais, glikoliais, rūgštimis.
Epoksidinės dervos su epoksidinių grupių alifatiniais ciklais arba lancetais neleidžia oksiduoti (epoksiduoti) nesočiųjų junginių perrūgštimis (pavyzdžiui, oktino rūgštimi).
Apsvarstykite epoksidines dervas – labai klampus skysčius arba kietus produktus, randamus daugumoje poliarinių gamintojų.
Aiški jungties C poliškumo išraiška epoksidinio ciklo metu kartu su didele jos įtampa lemia epoksidinių dervų gebėjimą atidaryti ciklą, veikiant nukleofiliniams ir elektrofiliniams reagentams (kietinimo agentams, 5 pav.) kietų polimerų paruošimas.
Kaip nukleofilinės kietėjimo vikoristinės medžiagos, alifatiniai ir aromatiniai pirminiai ir antriniai junginiai, poliaminai, sodrios bazinės rūgštys ir jų anhidridai, sodriai vandeningi alkoholiai, fenoliai ir jų anhidridai, taip pat poliamidai, fenolio-formaldehidinės rezolinės ir novolako dervos; Kaip elektrofilinės kietinimo medžiagos, Brønsted ir Lewis rūgštys yra skirtos kietinti trialkiloksonio joną su epoksido žiedu. Kietėjimo procesas naudojant nukleofilinius agentus vyksta polikondensacijos reakcijos arba anijoninės polimerizacijos mechanizmu, o naudojant elektrofilinius agentus – katijoninės polimerizacijos mechanizmu.
Naudojami epoksidinių dervų kietėjimo procesai žemoje ir aukštoje temperatūroje. Žematemperatūrinio (šalto) kietėjimo (~20°C) procesas turi būti atliekamas su vikariniais alifatiniais poliaminais arba jų kondensacijos produktais su fenoliu, formaldehidu ir sodriomis bazinėmis karboksirūgštimis; grūdinimo gylis neviršija 65-70%; Sistema pasiekia visišką konversiją tik toliau kaitinant 50-100°C temperatūroje 2-12 metų.
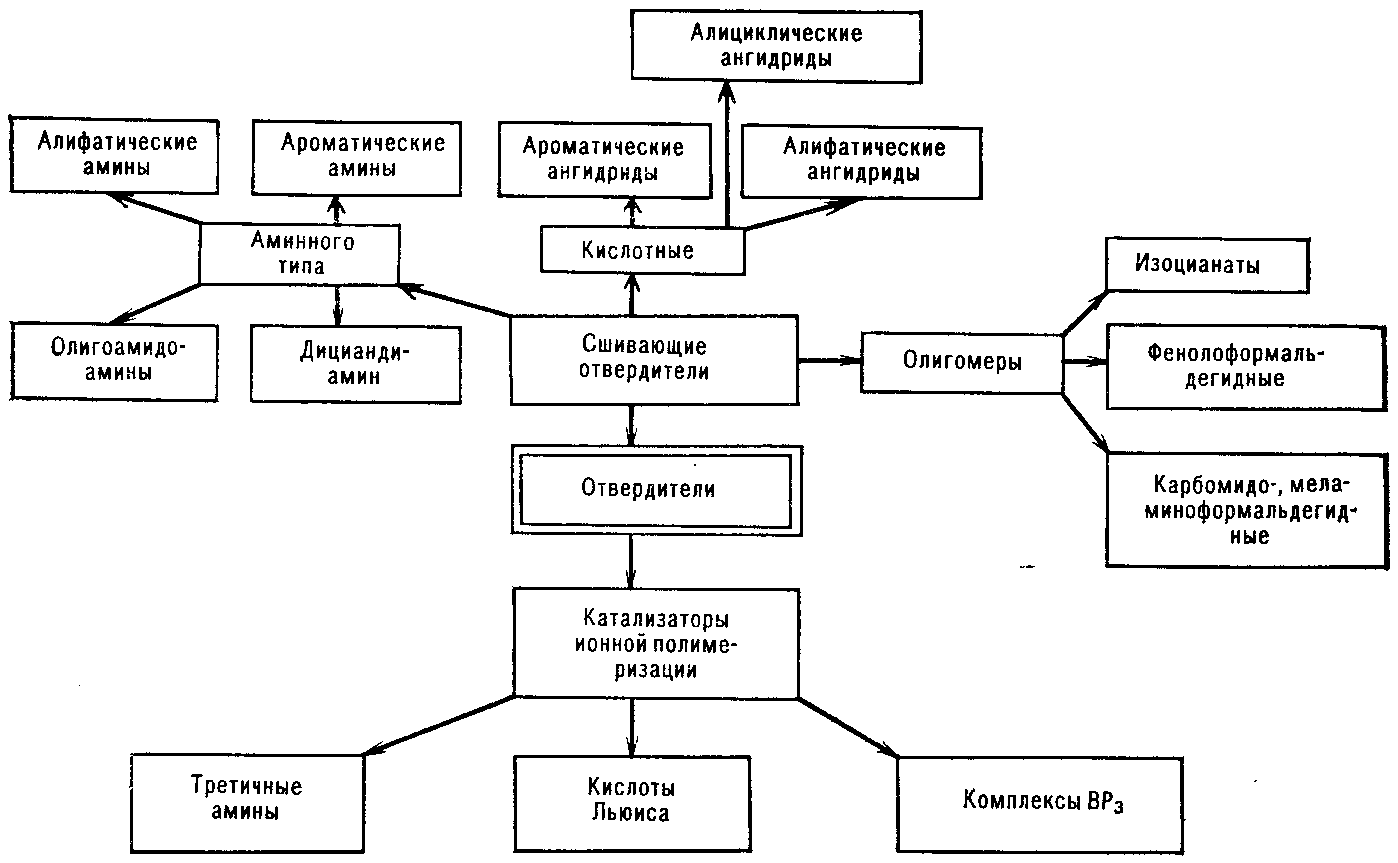
5 pav. Epoksidinių oligomerų kietėjimo medžiagų klasifikacija
Kietinant aukštoje temperatūroje ("karštas"), pagrindinės kietinimo medžiagos yra aromatiniai poliaminai (m-fenilendiaminas, 4,4"-diaminodifenilmetanas, 4,4"-diaminodifenilsulfonas), fenolis ir sechoic aldehidas Kai kurios dervos, di- ir polikarboksirūgštys ir jų ftalio anhidridas, metiltetrahidrofalio rūgšties anhidratas, heksahidroftalio rūgštis, maleino rūgštis, endometilentetrahidroftalio rūgštis (endic) ir jų sumishi); Kaip katalizatoriai, jie perkelia jaunus tretinius aminus ir jų druskas. Karštas grūdinimas atliekamas 100–300 ° temperatūroje keletą sekundžių (ploniems rutuliukams) arba kelerius metus.
EB grūdinimas turėtų būti atliekamas žemoje temperatūroje (20-100°C), įvedant 7-25 masės dalis pirminių alifatinių di-arba poliaminų 100 masės dalių EB, arba aukštesnėje temperatūroje (80-150°). C) įvedant 14–26 masės dalių aromatinių diaminų arba (140–160 ° C temperatūroje) įvedant 40–80 masės dalių dikarboksirūgšties anhidridų. Norėdami pagreitinti kietėjimo procesą, naudokite greitintuvus – tretinius aminus, diciandiamidą ir kompleksinius katalizatorius. BF 3 . Norėdami pataisyti lentelę. 2 ekranai iš diano EC, sukietinto alifatiniu dietiletriaminu (DETA), aromatiniu m-fenilendiaminu ( m -FDA) ir maleino anhidridas (MA).
2 lentelė. Kietųjų epoksidinių dervų charakteristikos
su įvairiomis kietinimo medžiagomis
|
Vitrinos |
Sutvirtinti |
||
|
DETA |
m-FDA |
MA |
|
|
Storis kg/m 3 |
1200-1250 |
1200-1250 |
1200-1250 |
|
Stiprumas ištempus σ p, MPa |
45-65 |
55-65 |
45-75 |
|
M_tsnіst mirties atveju σ aš, MPa |
80-110 |
100-115 |
100-150 |
|
Įspūdingas suspaudus σ szh, MPa |
150-230 |
200-230 |
120-150 |
|
Vidnosne subovzhennia, % |
1-2 |
3-4 |
2-3 |
|
Atsparumas smūgiams, kJ/m 2 |
5-8 |
7-15 |
15-18 |
|
Kietumas НВ, MPa |
110-120 |
120-150 |
120-150 |
|
Vandeninis molis, % |
0,05 |
0,03 |
0,03 |
|
Karščiui atsparus (po Martenso), °С |
60 |
80-90 |
100-120 |
Lentelės duomenys rodo galios pokytį užšaldžius įvairių tipų kietiklius, kurie gali būti susiję su kietėjimo mechanizmais, kuriuose jie susidaro. funkcines grupes.
Pažvelkime į epoksidinių dervų kietėjimo mechanizmus. Dauguma įdarytų aminų kietikliai atkeršyti galutinėms reakcingoms grupėms. Dėl to tarp epoksidinių oligomerų molekulių susidaro kryžminė struktūra. Pavyzdžiui, galinė amino grupė (pirminis aminas) sąveikauja su epoksidine grupe, kuri priklauso dervos molekulei, taip:
Jei sukurta antrinė amino grupė susijungia su epoksidine grupe, kuri yra prijungta prie kitos dervos molekulės, susidaro tarpmolekulinis kryžminis ryšys:
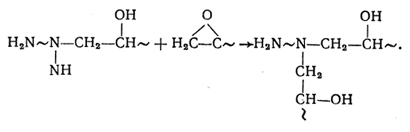
Kietikliai, pakeičiantys antrines aminogrupes, panašiai reaguoja su derva. Norint atlikti visišką epoksidinės dervos kryžminį sujungimą, vandens atomų mišinys kietiklio amino grupėse (pirminėje ir antrinėje) ir epoksidinių grupių dervoje skaičius yra 1:1.
Cheminis ryšys tarp anglies ir azoto atomų, kuris susidaro epoksidinei dervai kietėjant aminais, yra atsparus daugumai neorganinių rūgščių ir pievose. Tačiau prieš organinių rūgščių infuziją ši jungtis atrodo mažiau stabili nei tarpmolekuliniai ryšiai, kuriuos sukuria kitų klasių kietikliai. Be to, amino rūgščių sukietėjusių epoksidinių dervų elektrinė izoliacinė galia yra tiekiama epoksidinėms dervoms ir kitoms kietinimo priemonėms. Taip yra dėl hidroksilo grupių, kurios susidaro kietėjant aminais, poliškumo.
Tretiniai aminai, tokie kaip Lewiso bazės, kietina epoksidinę dervą kitokiu mechanizmu nei pirminiai ir antriniai aminai. Jų dedama į dervą nedideliu nestechiometriniu kiekiu, kuris parenkamas empiriškai. To kriterijus yra medžiagos išgavimas su didžiausia galia. Kietiklis čia veikia kaip katalizatorius, inicijuojantis anijoninės polimerizacijos procesą:
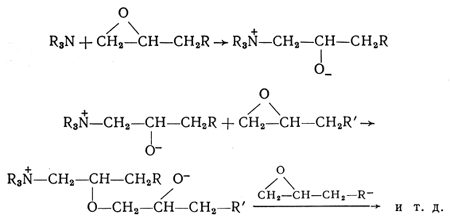
Dėl epoksidinės dervos homopolimerizacijos susidaro paprastas poliesteris. Paprastas esterio jungiklis (S-O-C) yra ypač stabilus daugumai rūgščių (tiek organinių, tiek neorganinių) ir junginių. Taip sukietinta derva, be to, turi didesnį atsparumą karščiui, nesukietėja aminais.
Iš rūgščių kietinamųjų medžiagų labiausiai sustingę buvo cikliniai karboksirūgščių anhidridai, tokie kaip ftalio, maleino, trimelito, taip pat piromelitiniai dianhidridai, benzofenono tetrakarboksirūgštys. Grūdinimas karboksirūgšties anhidridų pagalba atliekamas 120–180°C temperatūroje. Dažnai, norėdami pagreitinti kietėjimo procesą, kad tai būtų visiškai įmanoma, įpilkite nedidelį kiekį šlifavimo priemonės. Susidaro anhidridiniai kietikliai, kurie kaitinant iki 200°C reaguoja su derva.
Rūgščių anhidridų ir epoksidinių dervų sąveikos mechanizmas atsiranda susidarant sulankstytiems esteriams. Kad ši reakcija įvyktų, būtina atidaryti anhidrido ciklą. Yra tik nedaugelis medžiagų, kurios gali pašalinti protoną (pavyzdžiui, rūgštys, alkoholiai, fenoliai ir vanduo), arba Lewiso bazė sugers jo savybes. Kietintos karboksilo grupės reaguoja su epoksidinėmis grupėmis pagal šią schemą:
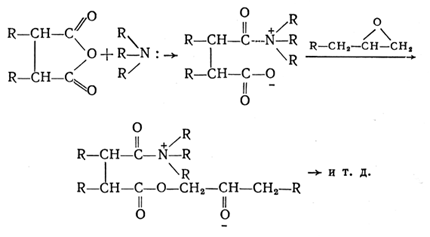
Teoriškai viena anhidridinė grupė reaguoja su viena epoksido grupe.
Anhidridų galią daugiausia atskleidžia sąveika su epoksidinėmis grupėmis, ypač katalizuojant dervos homopolimerizacijos procesą, susidarant paprastiems poliesterio ryšiams. Norint išgauti optimalaus stiprumo sukietėjusią dervą, leidžiančią geriau užbaigti reakciją tarp anhidrido ir epoksidinių grupių, būtina atidžiai kontroliuoti hidroksilo grupes išėjimo dervoje, taip pat atlikti grūdinimą aukštesnėje temperatūroje.
Sulankstoma geležies grupė, kuri susidaro kietėjant, yra atspari organinėms ir kai kurioms neorganinėms rūgštims, neveikiama drėgmės. Šios medžiagos turi didesnį šiluminį stabilumą ir geresnę elektros izoliacijos galią nei naudojant skirtingus aminų kietiklius.
Kita kietinamųjų medžiagų klasė yra fenolio-formaldehido (PFB) ir amino-aldehido dervos (AAR), kurios reaguoja su EC hidroksilo grupėmis ir sudaro nereikšmingus produktus. Sumaišyti EC ir FFB produktai laikomi mėnesius ir kietėja 150-200°C temperatūroje. Nedaug iš šių produktų pastebima reaguojant lakiems kondensacijos produktams (alkoholiui ir vandeniui). Galima matuoti Є įdėklus, skirtus aukštos šiluminės kompozicijos pašalinimui, o ne FFB kompozicijoje, o kietėjimo stadija yra maksimali. Pranešama apie galimybę sukietėti FFB mišinius su aminų ir anhidridų kietikliais.
Epoksidinių junginių galios optimizavimas pasiekiamas pasirinkus kietėjimo sistemą. Sukietėjusios epoksidinės dervos turi mikroheterogeninę rutulinio tipo struktūrą, kurios formavimasis užkertamas kelias net retoje fazėje pradinėse kietėjimo stadijose; Dalelių dydis guli nesukietėjusios epoksidinės dervos sandėlyje ir kietėja, kinta didėjant temperatūrai.
Kompozitinėms medžiagoms tinkamų epoksidinės dervos medžiagų atsargų parinkimas atsižvelgiant į tai, kad keičiantis atstumui tarp tinklelio mazgų, sukepinimo temperatūra, slėgio stiprumas, cheminės ir šiluminės sąlygos padidina pradinį ilgaamžiškumą, bet augimą ir traškumą. Panašiai vietoj aromatinių ciklų epoksidinės dervos molekulėje keičiasi sukietėjusių junginių galia.
Vertės požiūriu sukietėjusių epoksidinių dervų gaminiai pranoksta komerciškai kietintas medžiagas, kurių pagrindą sudaro kitos sintetinės dervos. Taigi įtempimas ištempus gali siekti 140 MPa, suspaudus - 40 MPa, sulenkus - 220 MPa; tamprumo modulis ~ 50 GPa, taip pat sukietintos diano dervos pasižymi aukšta sukepinimo temperatūra 55-170ºС, maža vandens įgeriamumu (0,01-0,1%), didelėmis dielektrinėmis savybėmis, šiek tiek sumažėja tempimo metu (0,5-6%). Sukietėjusios dervos, kurių pagrindą sudaro halogenintas difenilolpropanas ir aromatiniai diaminai, yra mažai degios. Į kompoziciją, kurios pagrindą sudaro epoksidinė derva, prieš kietėjimą būtina įterpti plastifikatorių, kad nebūtų įtrauktos reakciją sukeliančios grupės, ir įvairių rūšių miltelių, didelės vertės ir didelio modulio junginių ir gumų. tekstilės pluoštai, stiklo pluoštai ir kitos medžiagos.
Šaltai kietintos kompozicijos naudojamos kaip klijai, sandarikliai, mišiniai, epoksidiniai lakai, emalis ir kt. sausos dangos priepuolių atvejais, jei dėl netinkamo šildymo.
Karštojo grūdinimo kompozicijos naudojamos kaip kelių dangos, klijai, elektros izoliacinės medžiagos ir lako medžiagos, tačiau efektyviausias yra epoksidinių dervų kietėjimas, kaip tinkamas didelių gabaritų transporto priemonių paruošimui. anglies pluoštas sutvirtinančių pamušalų šerdyje, taip pat verpimo metu premiksai ir prepregai.
Lentelėje 3 pagrindinės epoksidinių junginių PCM galios pristatymai.
3 lentelė. Epoksidinių junginių pagrindu pagaminto PCM galia
|
Vitrinos |
Nepaviršinis plastikas |
Sklo-plastikai |
Voogle plastikai |
|
Storis kg/m 3 |
1200-1250 |
1600-1900 |
1300-1500 |
|
Ruinivna stresas, MPa, at |
|||
|
ištemptas |
50 |
300 |
450 |
|
žūti |
80-110 |
2500 |
350-500 |
|
suspausti |
120-150 |
250-400 |
600-700 |
|
Tamprumo modulis sulenkus, dPa |
4-8 |
50-70 |
130-170 |
|
Atsparumas smūgiams, kJ/m 2 |
5-8 |
180-200 |
130-150 |
|
Brinelio kietumas, MPa |
110-120 |
400-460 |
250-350 |
|
Šiluminis stiprumas pagal Martensą, apie Z |
80-120 |
140-200 |
140-200 |
Yra daug būdų, kaip paruošti kompozicines polimerines medžiagas.
RTM (Resin Transfer Molding) metodas
Tradiciškai RTM (Resin Transfer Molding) technologija perkelia dervos įpurškimą į hermetiškai uždarytą formą, kurioje yra ją sutvirtinanti medžiaga. Dervos įpurškimas atliekamas naudojant žemą spaustuką, o perforatoriaus ir matricos slėgis atliekamas papildomame vakuume.
Yra daug uždarų kompozitų liejimo būdų. Gaminant didelius detalių kiekius, spaustukų liejimas leidžia gaminti pigias detales, tačiau reikalauja didelių kapitalo investicijų presams, infrastruktūrai ir įrangai. Kitame spektro gale vakuuminis liejimas, reikalaujantis net ir mažų kapitalo investicijų, yra virtualus ciklas, trunkantis ilgiau nei valandą, panašus arba geresnis nei tradicinis liejimas. RTM (dervos įpurškimas į formą) yra tarpinis šio metodo variantas, leidžiantis susigrąžinti vidutines gamybos sąnaudas su nedidelėmis kapitalo investicijomis.
RTM leidžia pagaminti sulankstomas dalis viena operacija ir pasiekti optimalias įsiskverbimo charakteristikas, todėl pagerėja standumas, lengvumas, šiluminė/akustinė atrama.
Pagrindiniai privalumai:
Pagrindiniai trūkumai:
Žagalny RTM metodo aprašymas
Primename, kad plokštę armuojanti medžiaga dedama ant matricos prieš ruošiamus ruošinius. Tada dedamas perforatorius, kuris papildomai prispaudžiamas prie matricos. Derva tiekiama į tuščią formą po sandaria veržle. Kartais, siekiant palengvinti dervos prasiskverbimą per medžiagą, suformuojamas vakuumas, kuris susidaro formos viduryje. Kai derva visiškai išbėga, įpurškimas sustabdomas ir nutekėjusi medžiaga pilama į formą, kol sukietėja. Kietėjimas gali vykti esant normaliai arba aukštesnei temperatūrai, 6,7 pav.
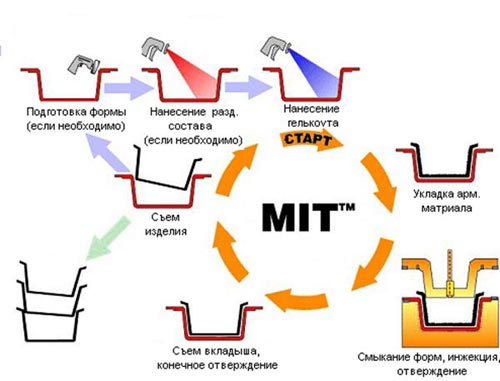
6 pav. Proceso užkulisių schema RTM
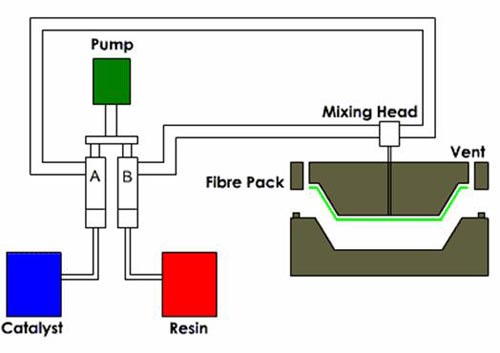
7 pav. Įrangos schema procesui atlikti RTM
Yra keletas RTM technologijos nustatymo techninių metodų:
Pažvelkime į ataskaitos parinktis RTM procesas.
Dervos įpurškimas į formą
Ruošdami vidutines ir dideles mikrobų partijas, dervos įpurškimo metodą visiškai užšaldykite uždaroje formoje. Metodo esmė slypi tame, kad tarp dviejų matricų prieš angą dedama sausa medžiaga. Derva sukietėja veikiant slėgiui.Pagrindinė problema yra stireno buvimas, viruso rūgštingumas ir kvalifikuoti robotai, dervos įpurškimas į formą atskleidžia daugiausiai šių problemų
Taikant šį metodą susidaro nemažos finansinės išlaidos, pvz., instaliacijos paruošimas tiesiogiai dervos įpurškimui ir papildomam įrengimui bei matricos ir perforatoriaus paruošimas, 8 pav.
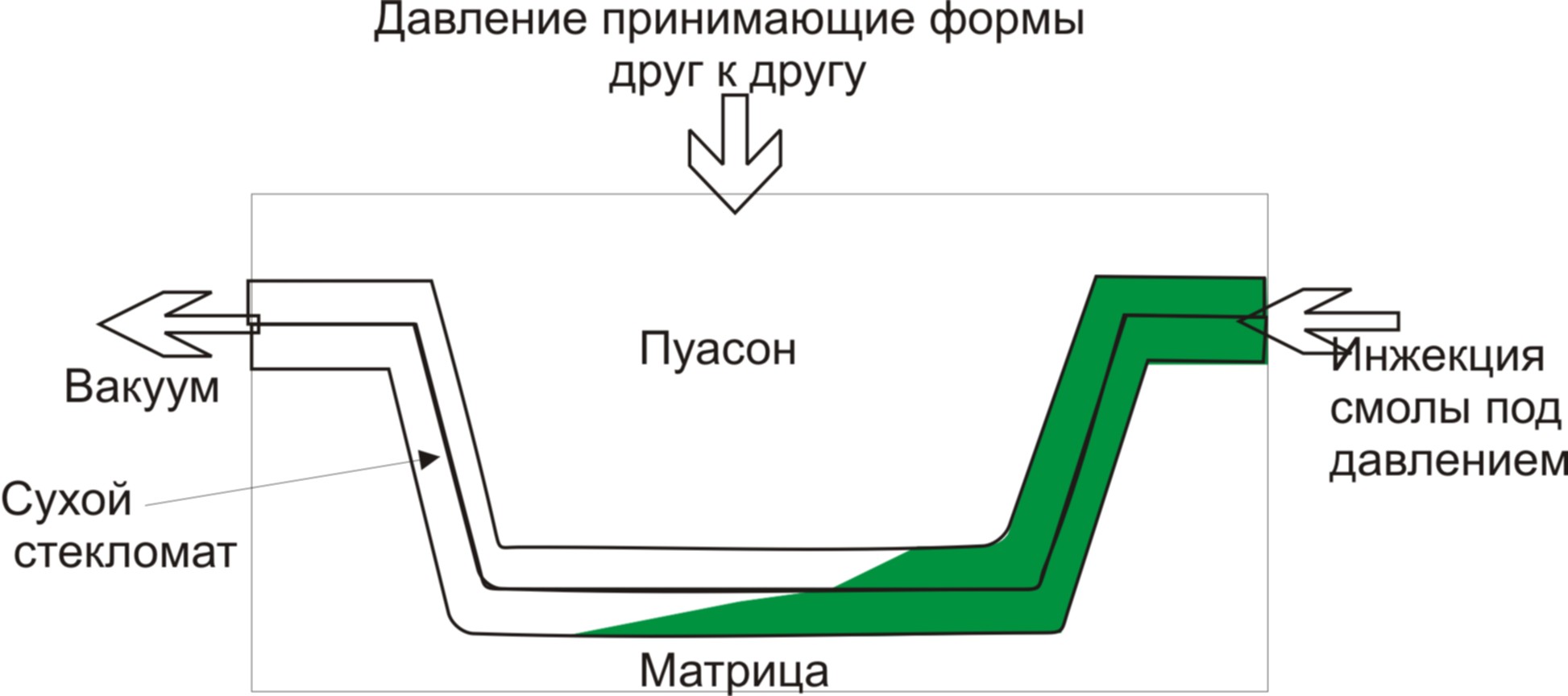
8 pav. Dervos įpurškimas į formą
Šį technologinį metodą galima apibūdinti kaip retos epoksidinės (taip pat galima: poliesterio, poliuretano, fenolio) dervos įpurškimą per armuojančią medžiagą, dedama tarp matricos ir perforatoriaus. Technologija skirta didelio masto gamybai. Neigiama šio metodo pusė yra ta, kad sunku sukurti didelio dydžio sumuštinių virusus, kuriems reikia daug sutvirtinančios medžiagos.
Prote, Dervos įpurškimo į formą metodasplačiai išplėstas ir toks RTM procesas turi daug privalumų:
Vakuuminės dervos infuzijos procesas – tai technologija, kai derva į audinį tiekiama papildomai vakuume. Sausa medžiagų pakuotė dedama šalia matricos. Prieš įvedant dervą, konstrukcija hermetiškai uždengiama vakuuminiu sandarikliu arba įdedama į vakuuminį maišelį. Po to prie jo pridedamas vakuuminis siurblys. Pasiekus pasirinktam dervos tipui reikalingą vakuumą ir gamintojo rekomendacijas, derva su į ją įvestu kietikliu per pritvirtintą vamzdelį tiekiama į audinį, nuleidžiama į indą su derva, 9 pav.
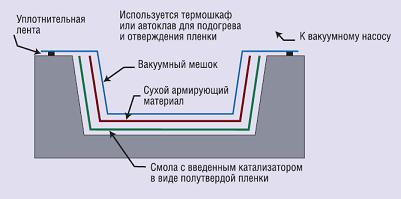
Mažas 9 PCM sukūrimo infuzinio formavimo metodu schema
Svarbu yra dervos įvedimo vieta. Galimi du variantai, 10 pav. Pirmasis perkelia dervos įvedimą į vibrobu centrą. Kitas yra iš periferinės dalies. Norėdami pašalinti rūgštų virobu, naudokite kitą metodą. Tai leidžia dervai greičiau prasiskverbti ir tekėti į medžiagą.
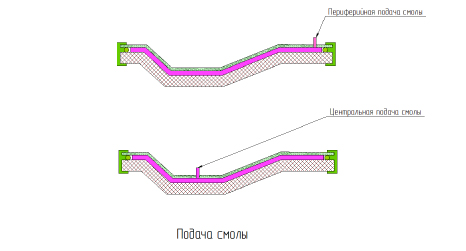 Mažas 10. Dervos tiekimo sistemos reguliavimas
Mažas 10. Dervos tiekimo sistemos reguliavimas
Trumpai tariant, pluošto ir dervos derinys, gautas vakuuminės infuzijos proceso metu, yra tipiško rankinio perkoliavimo ir vėlesnio vakuuminio siurbimo rezultatas, kuris vibruoja užtepus dervą. Pati derva yra labai patvari, todėl bet koks dervos perteklius žymiai susilpnins dalį. Siurbimo rezultatas priklauso nuo įvairių veiksnių, įskaitant slėgį, dervos tipą ir proceso sunkumą.
Vakuuminės infuzijos technologijos pranašumai:
Vakuuminės infuzijos procesas turi nemažai trūkumų, todėl jį reikės toliau mažinti.
Daroma prielaida, kad dervai, užpildančiai armuojančios medžiagos erdvę, galioja Darcy dėsnis (dervos srautas į porėtą šerdį).
Dervos srautas per armavimo sluoksnį modeliuojamas pagal Darcy dėsnį, kuris nustato tiesinį ryšį tarp srauto sklandumo ir srauto gradiento. Siekiant reguliuoti gravitacines jėgas, į kurias reikia atsižvelgti imituojant didelio dydžio virusų vakuuminę infuziją, Darcy dėsnis parašytas taip:
de k ¦ efektyvus skverbimasis į paviršių, m 2
µ mišinio dinaminis klampumas, Pa * s;
ρ ¦ medžiagos storis, kg/m 3
g | Volny krioklio pagreičio vektorius, m/s
w x skysčio srauto takumo vektorius akytame viduryje, m/s;
P| vice, Pa.
Rivnyanya rukh, kuriame aprašomas sėkmingos kryžminės armavimo medžiagos tekėjimas, sultingo µ klampumas, kaip ir termoreaktyvių junginių pagrindu pagamintų kompozitų terminio kietėjimo procese, gali būti pateiktas Rivnyannya mieste Vigloje. iki Arrhenius temperatūros diapazonas. Svarbu išlaikyti temperatūrą toje kietėjimo stadijoje ir palaikyti sistemos reologines charakteristikas panašiai kaip: aktyvacijos energija klampiame sraute Eµ (β), efektyvusis arba struktūrinis saugojimo klampumas sukietėjus µ(β), taip pat paviršiaus įsiskverbimo koeficientas k tk arba molio medžiaga k nd ką galima nustatyti eksperimentiškai.
Nurodant charakteristikas µ(β) ir Eµ (β) su kietėjimo stadijos funkcijomis, dar dvi tk, k yra visos konstantos.
Dėl to įvedama mažiau nei minimalus dervos kiekis, būtinas virusui nutekėti. Tai sumažina drėgmę, skatina elastingumą ir pagerina pluoštų bei dervų konsistenciją.
Ši technologija plačiai naudojama praktikoje ne tik liejant, bet ir gaminant galutinius komponentus laivų statybos, vėjo energijos, automobilių, statybos ir derinimo srityse.
Nepriklausomai nuo tų, kurie neriboja paruošimo laiko, galite jį baigti sulankstyti. Būtina sukurti vakuumą dervos įvadui, taip pat praskiesti dervą vibratoriuje. Vakuuminių ir dervos linijų išdėstymas ant skirtingų dalių atliekamas skirtingai, ir nėra vienodo jų įrengimo būdo. Sprendimai gali būti priimti prieš įdedant armatūros liniją į įrangą. Neteisingas augimas gali sukelti virusinę infekciją.
Šį technologinį būdą galima apibūdinti kaip retos epoksidinės (taip pat galima: poliesterio, poliuretano, fenolio) dervos tiekimą į armuojančią medžiagą, nuosėdas ant matricos. Perforatorius nuleidžiamas esant vakuumui arba slėgiui. Ši technologija puikiai tinka ilgoms ir vidutinėms serijoms.
Šį technologinį metodą galima apibūdinti kaip retų tiekimą poliesterio derva(su aukštu, o ne išsklaidytu įdaru) formos. Technologija naudojama sanitarinės ir techninės įrangos kūrimui dekoratyviniai virobai puiki bičiulystė. Akivaizdus šio proceso pranašumas – idealus išorinis paviršius, neigiama pusė – didelė vibracijos rizika ir jos traškumas.
Rankinis liejimo būdas
Taikant šį metodą, plokštę armuojanti medžiaga rankiniu būdu, naudojant šepečius arba volelius, lašinama derva. Tada, nutekėjus, suglamžyti gabalėliai dedami į formą, kur suspaudžiami kartu su kočiojančiais voleliais. Siurbimas atliekamas pašalinant šilumą iš PCM ir užtikrinant tolygų dervos pasiskirstymą visame tūryje. Sukietėjęs PCM kaitinamas aukštoje temperatūroje, po to medžiaga ištraukiama iš formos ir yra apdorojama mechaniškai (apkarpomi kraštai, išgręžiamos angos ir pan.).
11 pav. Formos ir struktūros dizaino elementai liejant rankomis: 1 forma, 2 - Atskiras plovas, 3 - Išorinis dervos rutulys, 4 sklovolokno, 5 - rankinis volas 6 - Derva maišelyje su katalizatoriumi
Obliuoto pusverpio pjovimo būdas
12 pav. Dizaino ir formos elementai liejant pjautinį pusverpalį: 1 ¦ besisukantis, 2 - derva su katalizatoriumi, 3 - rublio prietaisas, 4 - Sutaupysime dervos, 5 - susiaurėjęs rutulys, 6 volelis, 7 - forma
Šilitas paduodamas į pistoleto peilį, kur supjaustomas į trumpus pluoštus. Tada ore esantis kvapas susimaišo su dervos ir katalizatoriaus srove ir užtepamas ant formos. Užtepus nupjautą pusverpalį, jį reikia valcuoti nuimant nuo laminato ir įjungti. Valcuotai medžiagai neleidžiama kietėti esant ekstremalioms atmosferos sąlygoms, 12 pav.
Pagrindiniai pjaustytų pusverpalių rankinio klojimo ir pjovimo procesų privalumai ir trūkumai:
Tuo pačiu metu trūkumai:
Pultrusijos metodas
Pultruzija Tai technologija, skirta konstrukcinių profilių gamybai iš į monosvorį orientuoto pluošto plastiko nenutrūkstamu būdu. Tai panašu į aliuminio arba termoplastiko ekstruziją. Visų trijų tipų profiliniai gemalai vibruojami nuolatiniu skersiniu pjūviu iš tos pačios medžiagos, 13 pav.
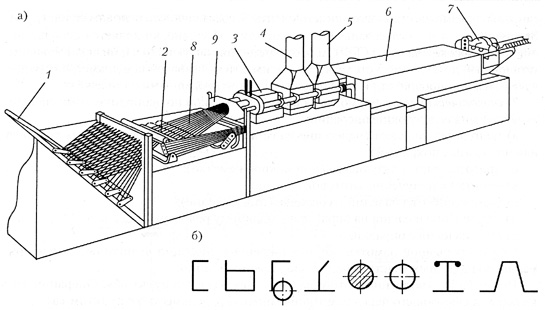
13 pav. Pultrusijos schema. 1 ¦ griovelis; 2 - jautri vonia; 3 formavimo matrica; 4 terminio apdorojimo kamera; 5 aušinimo kamera; 6 transporto blokas; 7 razalny prietaisas.
Technologijos prarado savo vardą Anglų kalbos žodžiai„traukimas“ – traukimas ir „ekstruzija“ – išspaudimas. Įsiskverbta polimerinė medžiaga (pynė, drobė, pynimas, stiklo pluoštas, anglies pluoštas, organinis pluoštas) ištraukiama per įkaitintą formavimo štampą. Kaip polimerai dažniausiai naudojamos epoksidinės dervos, nesotieji poliesteriai ir termoplastikai.
Pagrindiniai privalumai:
Tai gali apimti labai greitą medžiagos prasisunkimo ir sukietėjimo procesą.
Automatizuota keraminė vonia vietoj dervos PKM.
Pigios medžiagos.
Geras konstrukcinis laminatų tvirtumas, profilio fragmentai yra veikiami tiesių pluoštų ir aukšti, o ne užpildai.
Uždarytas pluošto nutekėjimo procesas.
Pagrindiniai trūkumai:
Virusų nomenklatūra buvo pakeista.
Kaip eiti išsimaudyti.
Apvijos būdas
Dalelių pašalinimas vyniojimo būdu susideda iš šių pagrindinių etapų, 14 pav.:
Išvesties medžiagų paruošimas: tinkamo tipo anglies armavimo medžiagų (sriegių, lynų) parinkimas ir montavimas ant ritės;
Vibiras laimingassu kietėjimu ir kitais polimerinės matricos komponentais bei užpildant jais išplovimo vonią;
Rėmo paruošimas: sumontuotas ant apvijų stendo, nuvalytas įtvaro paviršius nuo kliūčių ir uždengtas šerdis sandėliuku fluoropolimerų arba silicio dervų pagrindu, kad būtų pagerinta tolimesnė gaminio gamyba.
Atsukimas atgal. Svarbu pagal pateiktas sutvirtinimo schemas pasirinkti derantį įtvaro apvyniojimo sklandumą ir traverso, pernešančio ritę su siūlais ar ryšuliais, judėjimo sklandumą; Apvijos greitis turi būti nustatytas 10-30 m/h.
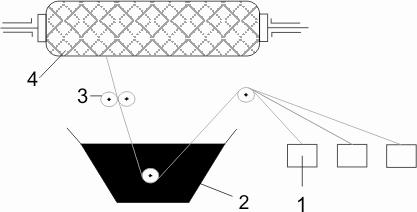
14 pav. PCM apipjaustymas apvijos metodu: 1 - sraigtas, 2 - jausminga vonia, 3 - klampūs ritinėliai, 4 rėmeliai
Užgrūdintas. Kad šiluminė kamera veiktų tinkamoje temperatūroje, kietėjimo proceso metu turite toliau vynioti įtvarą.
Viluchennya viruso korekcija, kuriai reikia specialaus aparato (kapstano) pagalbos.
Virobu liekamasis tręšimas: jo galų valymas ir apipjaustymas
Prepreg metodas
Prepreg – tai baigta medžiaga, kuri iš armuojančio pluoštinio pagrindo (dygsnio, virvelės, audinio) išspaudžiama tiksliai dozuotu kiekiu tolygiai paskirstyto polimero junginio. Pluoštinės medžiagos infiltracija atliekama taip, kad būtų maksimaliai padidintos fizinės ir mechaninės armuojančios medžiagos savybės ir būtų užtikrintas PCM, pagrįsto prepregu, savybių vienodumas.
Prepregus galima paruošti dviem būdais: rankiniu būdu ir specialia džiovinimo mašina.
Pirmajame etape sutvirtinanti medžiaga ant audinio paviršiaus arba vienos tiesios siūlės prasiskverbs rankiniu būdu. Patartina užtepti už pieštuko ar volelio pagalba, kaip parodyta 15 pav.
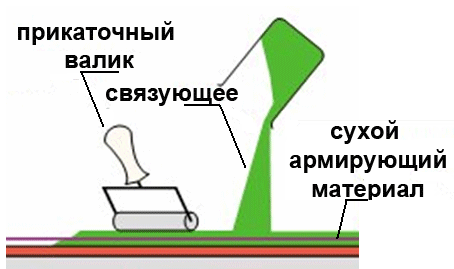
15 pav. Rankinis prepreg paruošimo būdas
Norint paruošti prepregą rankomis, sutvirtinamą medžiagą (audinį arba viengubą tiesią siūlę) reikia supjaustyti į plokštes; Medžiagą dėkite ant polietileno lydalo, užpildykite neužsandarintu norimo mišinio mišiniu, uždenkite polietileno lydalu ir voleliu paskleiskite per visą armuojančios medžiagos paviršių. Prepreg yra PCM gamybos pagrindas.
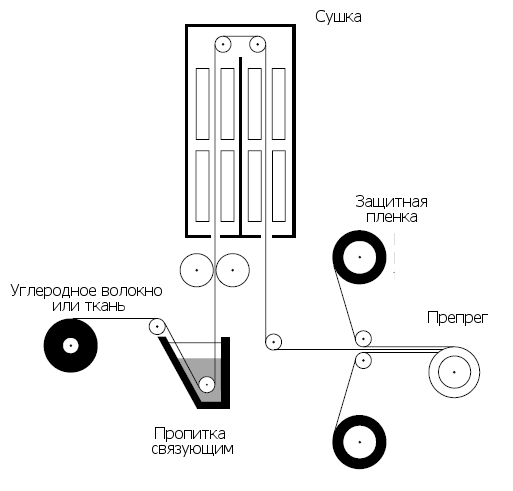
16 pav. Prepregų pašalinimas džiovinimo mašinoje
Specialia balinimo mašina galima pagaminti prepregus iš laisvo pynimo audinių arba iš viengubų tiesių siūlių kitaip, 16 pav.
PCM pašalinimo iš prepregs metodo privalumai ir trūkumai:
Galima išimti PCM esant didelei tuščiai talpai ir esant minimaliai tuščiai talpai.
Geri protai dovkilla. Nėra didelių piktų kalbų.
Galimybė automatizuoti darbo sąnaudų mažinimo procesą.
Su šiuo pagrindiniai trūkumai:
Aukšta medžiagų kokybė.
Norint pagaminti PCM, pagrįstą prepregais, būtinas kietėjimo etapas, kuris turi vykti autoklavuose arba krosnyse, kuriose matuojamas gaminamų dalelių dydis.
EKSPERIMENTINĖ DALIS
PCM pašalinimo metodas naudojant vakuuminę infuziją
Sauso maišelio sulankstymas ir paruošimas vakuuminiam nutekėjimui
1. Ant pjovimo stalo išvyniokite suglamžyto audinio ritinį ir pagal poreikį išpjaukite reikiamo dydžio:
sekite dydžių užduočių eilutę žirklėmis, nupjaukite reikiamo dydžio pjūvį ir padėkite ant šono, sulenkdami pjaukite pjūvį viena kryptimi ir neapversdami.
Pakartokite operaciją tiek kartų, kiek reikia, kad įsitikintumėte, jog žaizdos vėl atsiskleidžia.

2. Sudėkite visus žodžius į vieną vietą ir iškvieskite.
3. Už diagramos ant įrengto paviršiaus klojamas technologinis paketas, kuris susideda iš komponentų ir papildomų medžiagų rinkinio, 5 pav.
4. Uždėkite sandariklį ant pamušalo įrangos, padengtos lipniąja medžiaga, kuriai:
Užtepkite maskavimo juostą palei įrangos kraštus;
padenkite įrangą lipniąja priemone ir džiovinkite 10-30 minučių; jei reikia, pakartokite operaciją kelis kartus;

Uždėkite maskavimo juostą išilgai kraštų ir klijuokite sandarinimo juostą palei įrangos kraštą, Pasenęs papiras yra per sausas, kad žvėris galėtų valgyti.
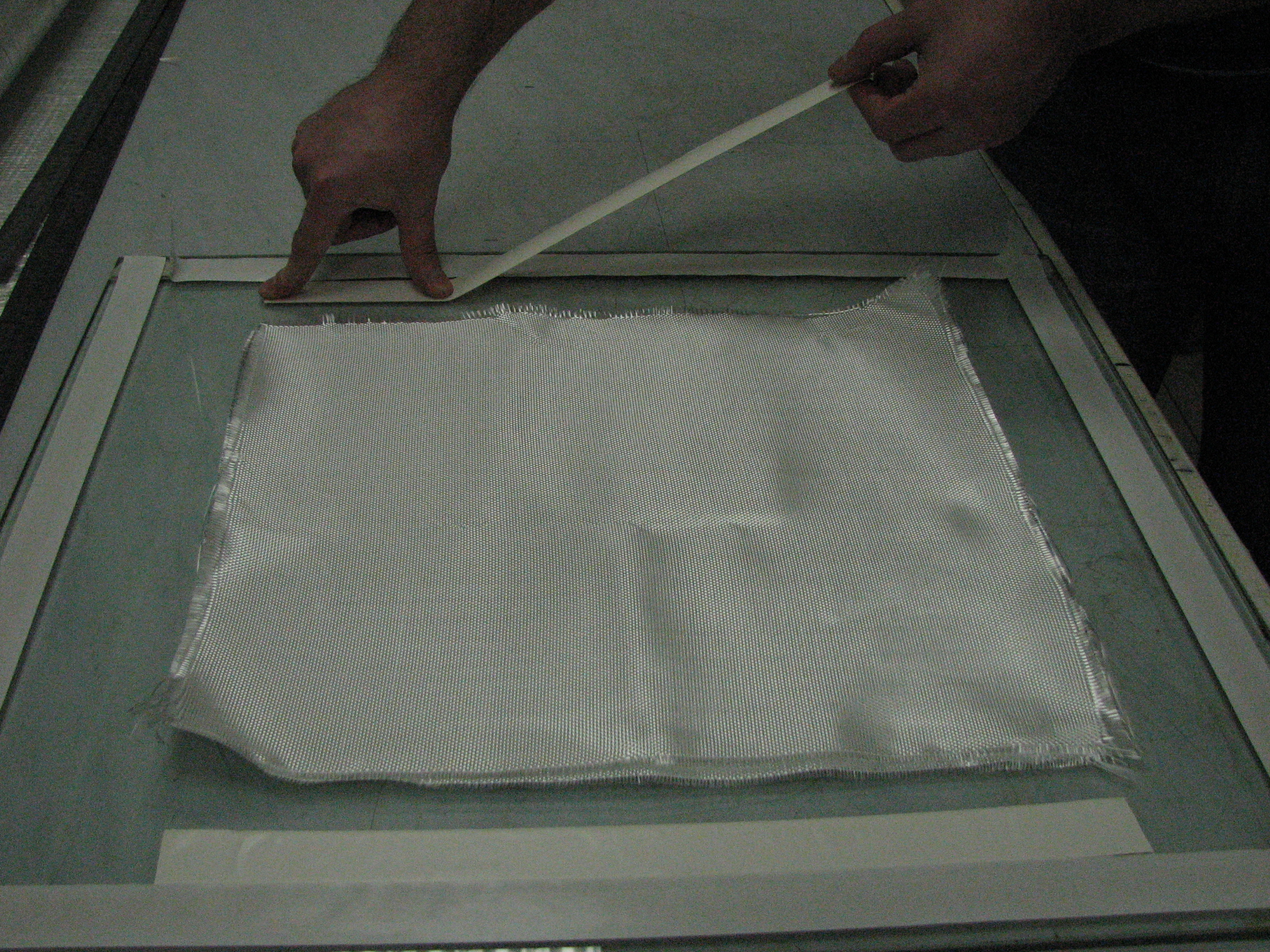
5. Sukurkite vakuumo liniją, skirtą:
Įvedę iš surinktų raidžių, užklijuokite 2 dvipusės juostos (lipnios linijos) gabalėlius dešine ir kaire prie dešinės pusės;
Klijuokite spiralinius vamzdelius ant juostos ilgo, vienodo pločio.
Užsandarinto ryšulio šonuose uždėkite „įvesties-išėjimo“ vamzdelius, pirmiausia juos apvyniodami 4 cm ryšulio, kad jį sandarintumėte.

6. Užsandarinkite aukojamo audinio gabalus su didesniu atstumu nei rašto, suformuoto iš pagrindo elemento, plotis ir taip, kad aukojamo audinio kraštai būtų ant vakuuminės linijos.
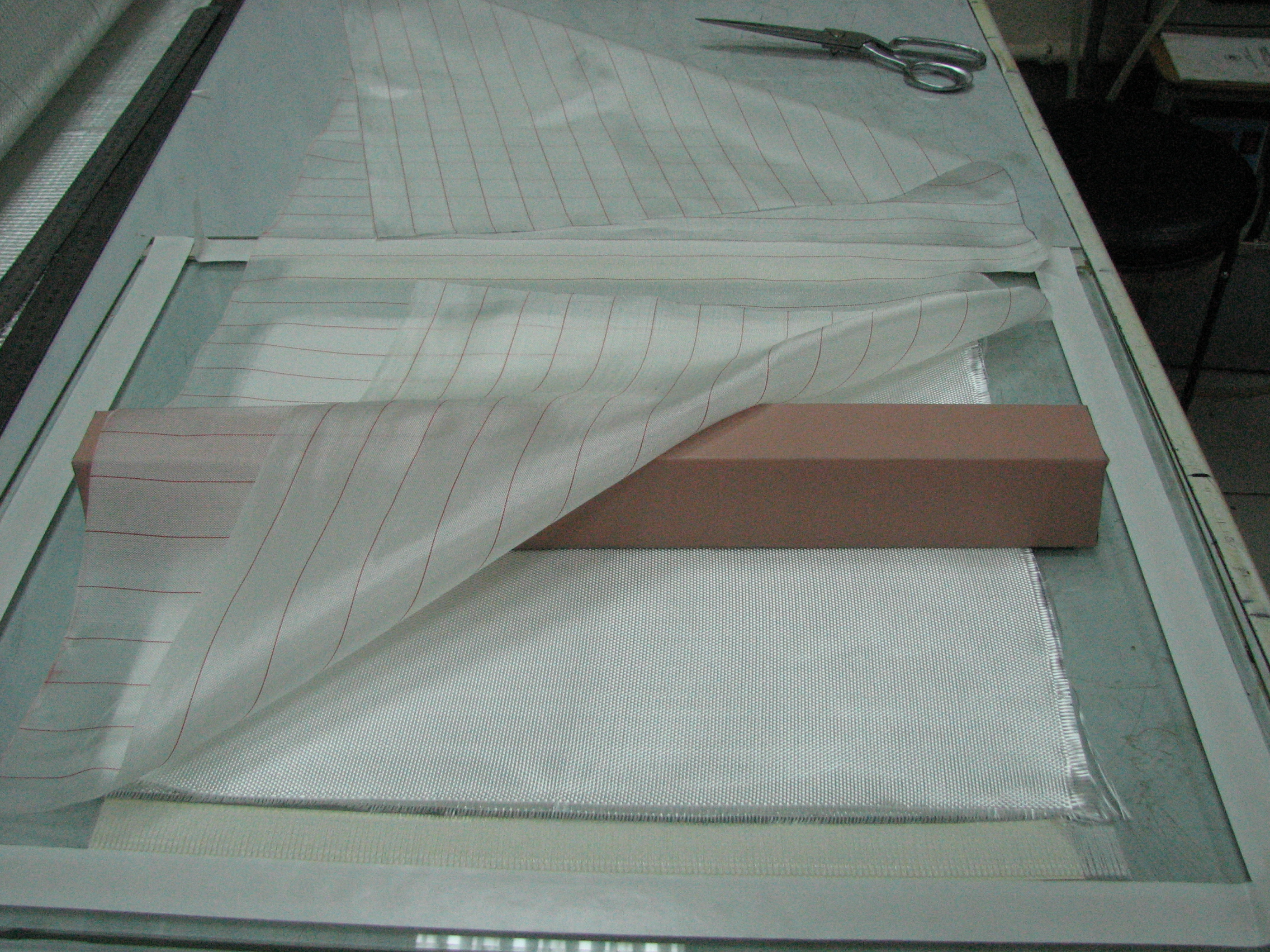
7. Paimkite sulankstyto audinio lakštą ir tvirtai prispauskite prie įdėklo elemento.

8. Ant naujos dangos užtepkite lipnų purškiklį ir klijuokite suglamžyto audinio rutuliukus iki kito žingsnio.
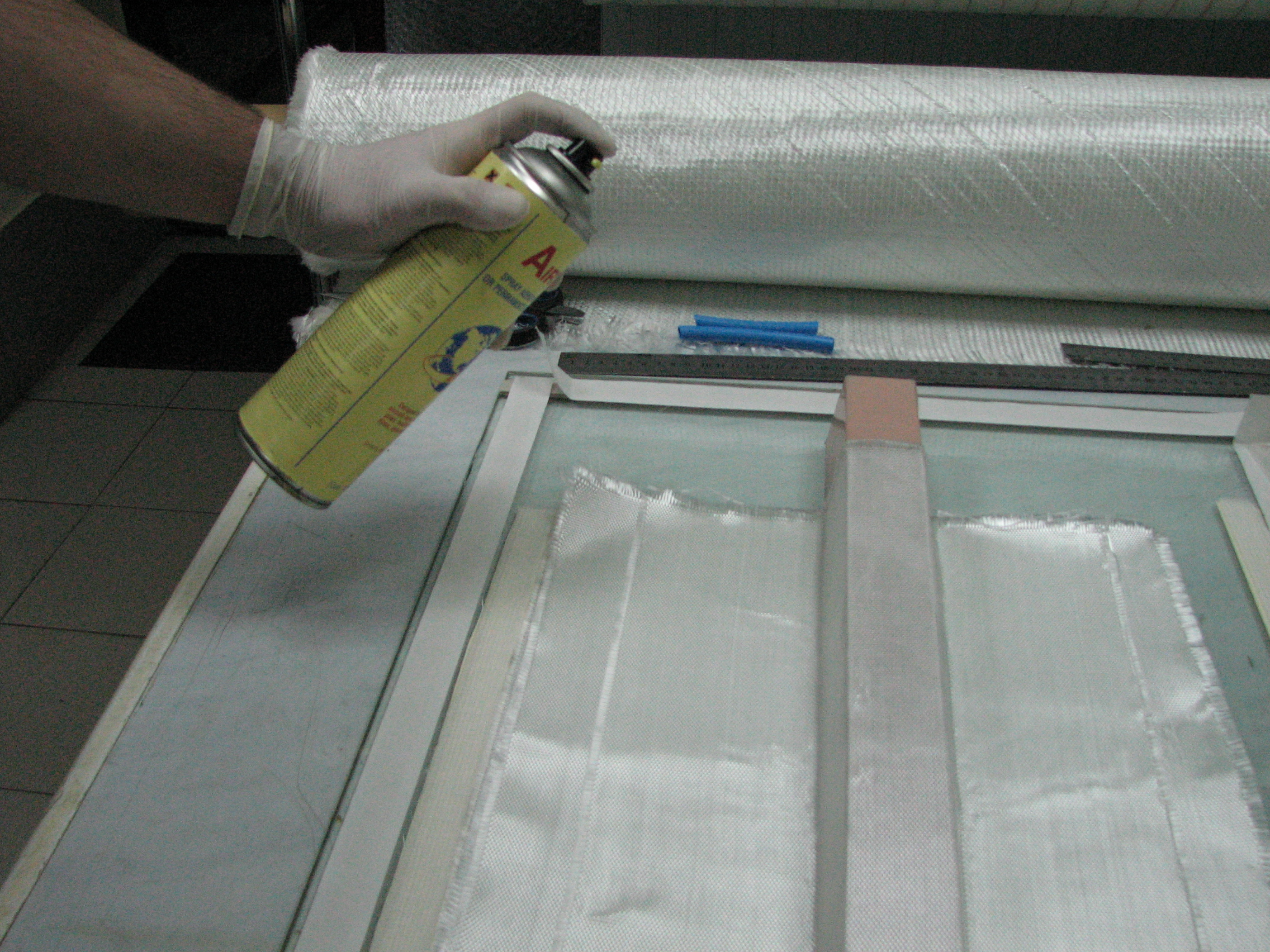
9. Siuvinėkite aukojamo audinio atraižas 0,5 cm didesne už dygsnio plotį ir taip, kad aukojamo audinio kraštai gulėtų ant spiralinio vamzdelio. Uždėkite aukos audinį ant akies

10. Už aukojimo audeklo gabalo pjovimątolygiai paskirstykite tinklą, tinkantį:
nupjaukite tinklelį, kurio dydis mažesnis nei 3 cm iš abiejų pusių.
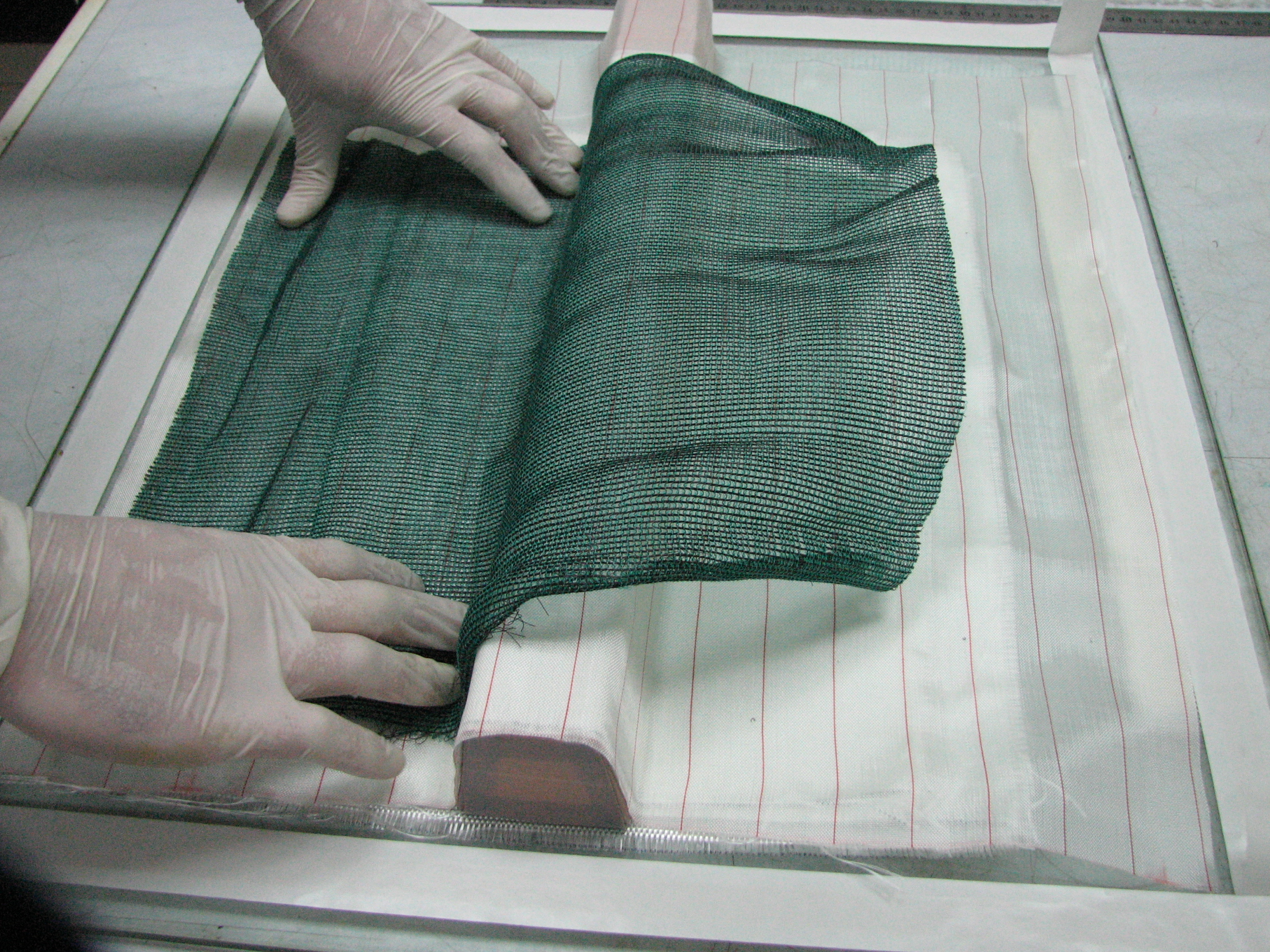
11. Ant tinklelio krašto uždėkite vamzdelį dervai tiekti, o iš kitos pusės uždėkite vamzdelį vakuumo linijai.

12. Priklijuokite vakuuminį maišelį prie sandarinimo dirželio tokia tvarka:
Apvyniokite sausą popierių aplink sandarinimo pluošto ritinius ir pritvirtinkite vakuuminio maišelio ritinius, sujungdami jas su sandarinimo pluošto ritėmis iki 5 cm gylio.
Odos viduryje įrangos šonuose, kur klijuojama sandarinimo juosta, uždenkite sausą popierių ir priklijuokite 10 cm vakuuminį maišelį.
Nupjaukite sandarinimo virvę iki 8 cm ilgio ir priklijuokite vidinė pusė vakuuminio maišelio perteklių, kad susidarytų raukšlės, išlyginkite virvę prie maišo.
Nuimkite sausą popierių ir uždėkite vakuuminį maišelį su sandarinimo juosta, maišelio perteklių įdėkite į užlenkimą už sandarinimo juostos, priklijuotos maišelio viduje.


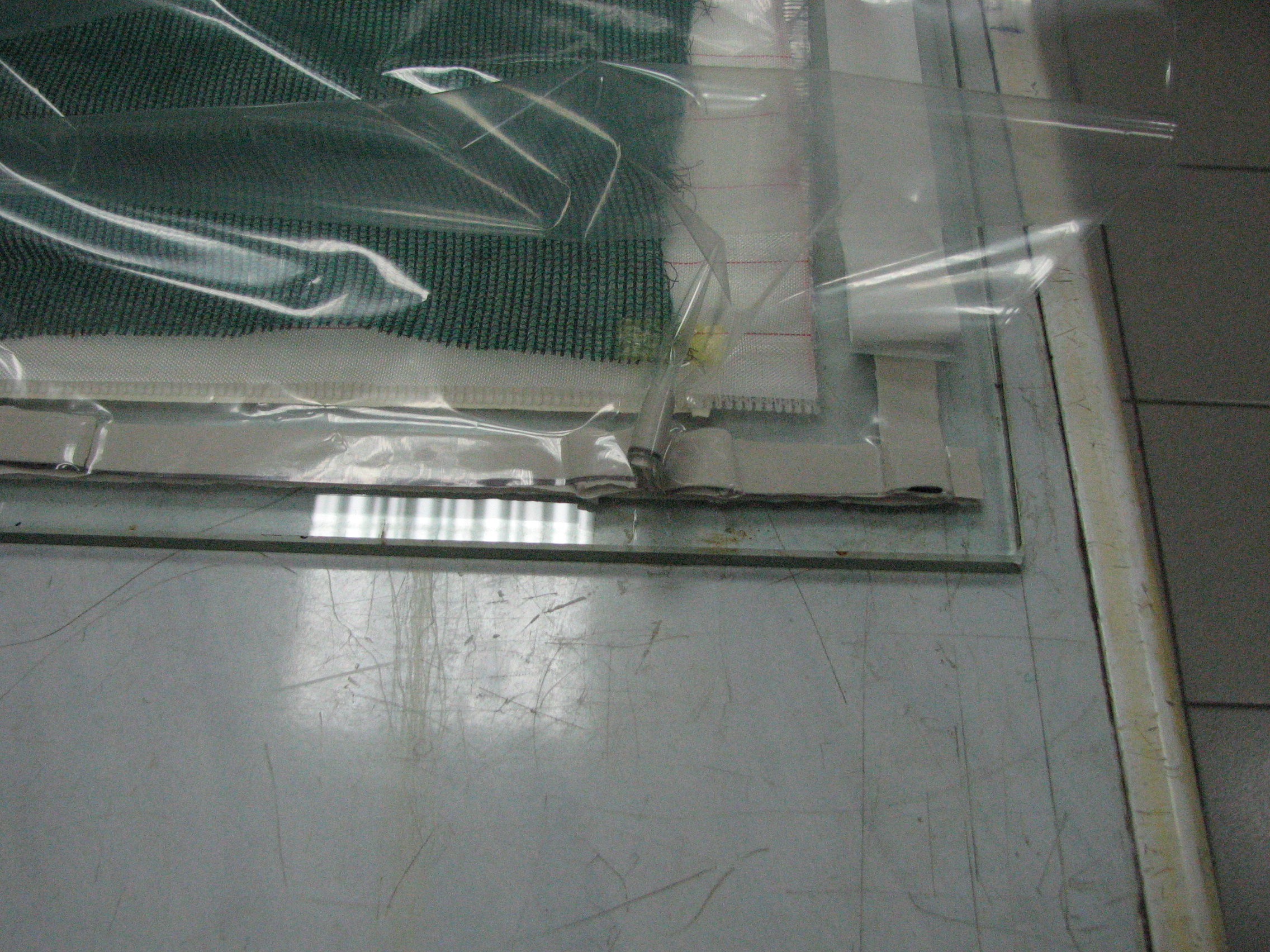
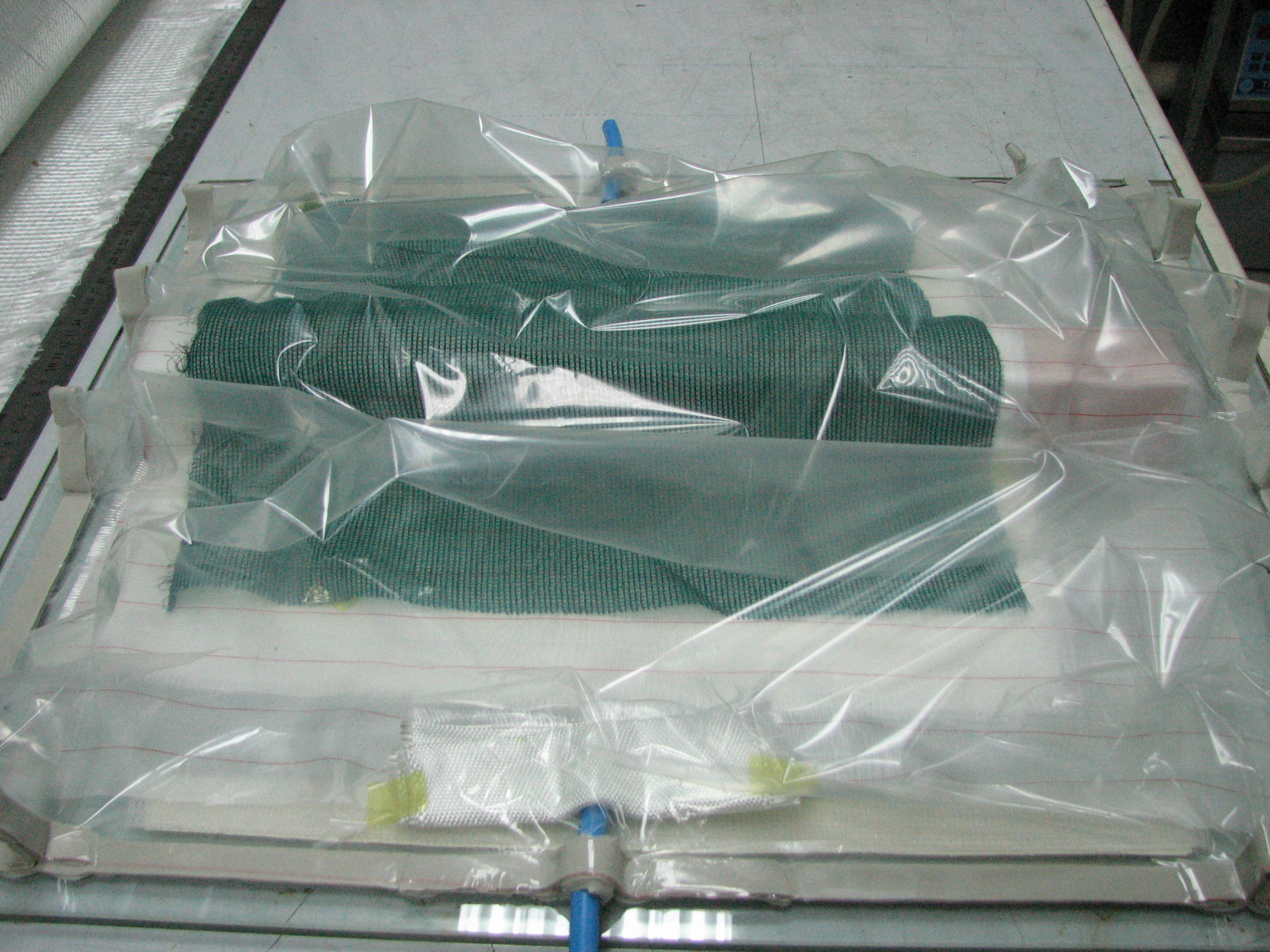
13. Prie išleidimo vamzdžių priveržkite silikoninius vamzdelius, kad galėtumėte toliau prijungti vakuuminį siurblį.
14. Prie įleidimo angos priveržkite silikoninį vamzdelį, kad tiektumėte gaminį, ir paspauskite jį spaustuku.
15. Mentele arba voleliu prisukite vakuuminį maišelį prie įrangos, ypač kampuose ir vietose, kur pašalinamos klostės.
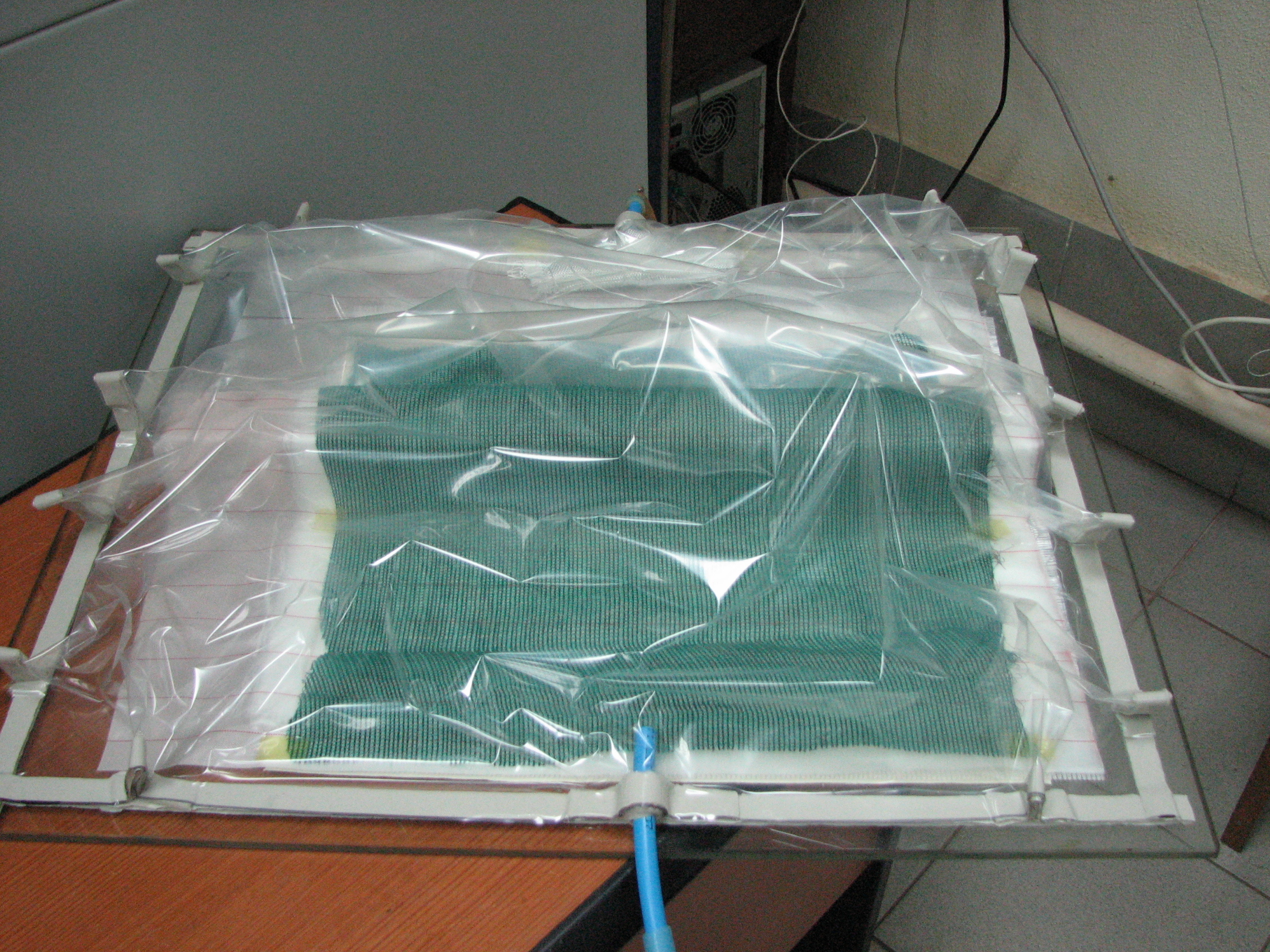

16. Prijunkite maišelį prie vakuumo linijos ir patikrinkite maišelio sandarumą.
Maisto ruošimas ir įdėjimas į pakuotę
1. Įsitikinkite, kad plastikiniame butelyje yra nurodyto stiprumo epoksidinė derva.
2. Kitu atveju pasirinkite kietėjimo greičio nustatymą.
3. Maišydami supilkite kietiklį į epoksidinę dervą.
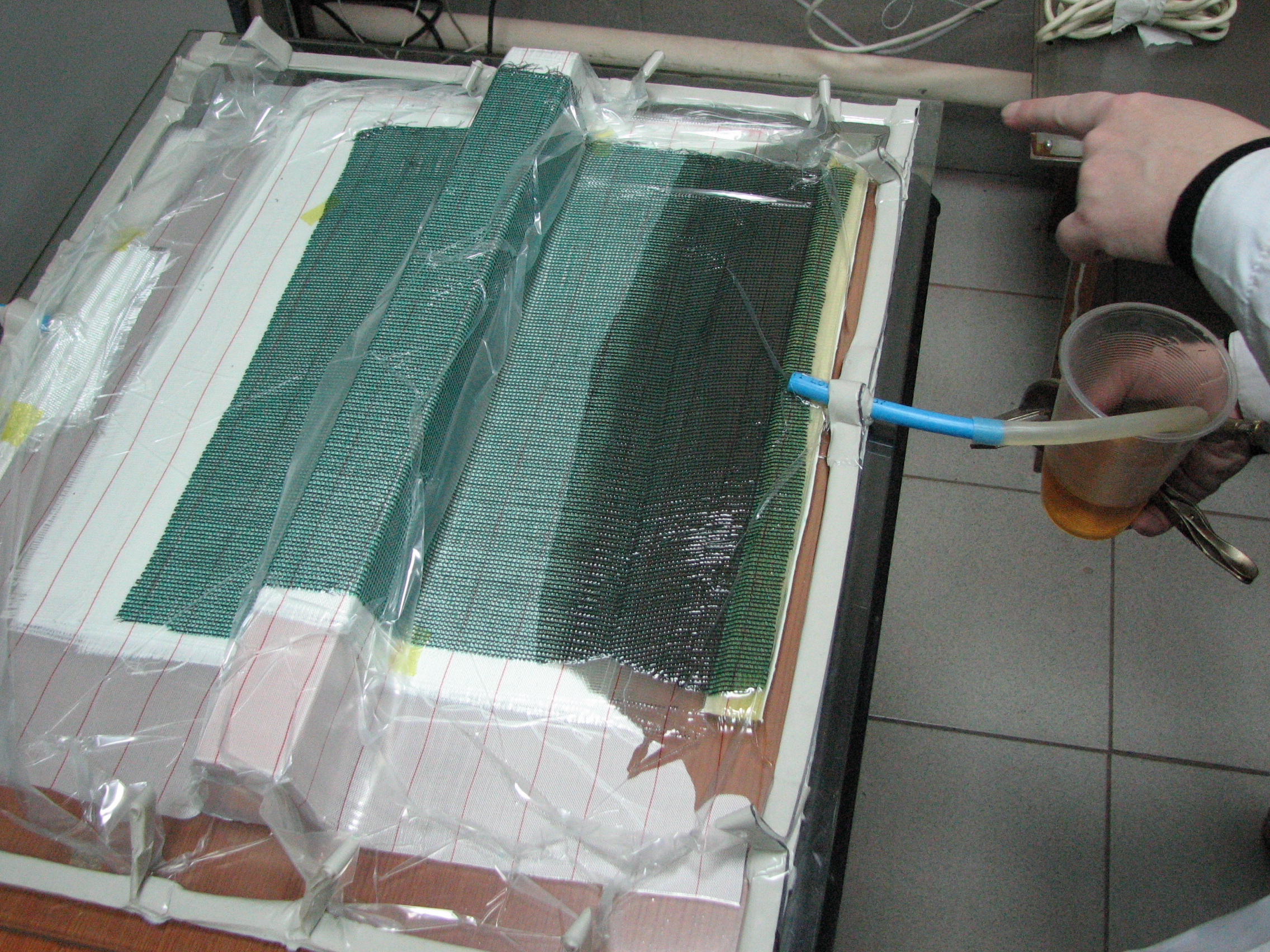

5. Kad patiektumėte saugiai, silikoninį vamzdelį nuleiskite iki apačios, uždarykite kamščiu, o tada žirklėmis nupjaukite vamzdelį nuo kamščio. Atidarę spaustuką, atidarykite jį. Nusipirkus paketą, prasidės sėkmingojo tiekimas. Sėkmingai viską nusausinę arba pasibaigus nutekėjimui, silikoninį vamzdelį suspauskite spaustuku.
6. Neįjunkite dulkių siurblio.
7. Ištempti 20-30 min. Užtikriname, kad kiekvienas sausas paviršius būtų kruopščiai įmirkęs.
PCM grūdinimas ir jo pasirinkimas
1. Termo spintelėje nustatykite „valandos temperatūros“ programą.
2. Baigus programą, laiko limitas siekia 40 0 Nuimkite PCM bagetus ir išardykite technologinį paketą bei kitas papildomas medžiagas.
3. Norėdami pašalinti papildomas medžiagas, mentele nubraukite technologinio paketo kraštą ir, nuėmus įrangą, staigiai suspauskite, stumdami žemyn.
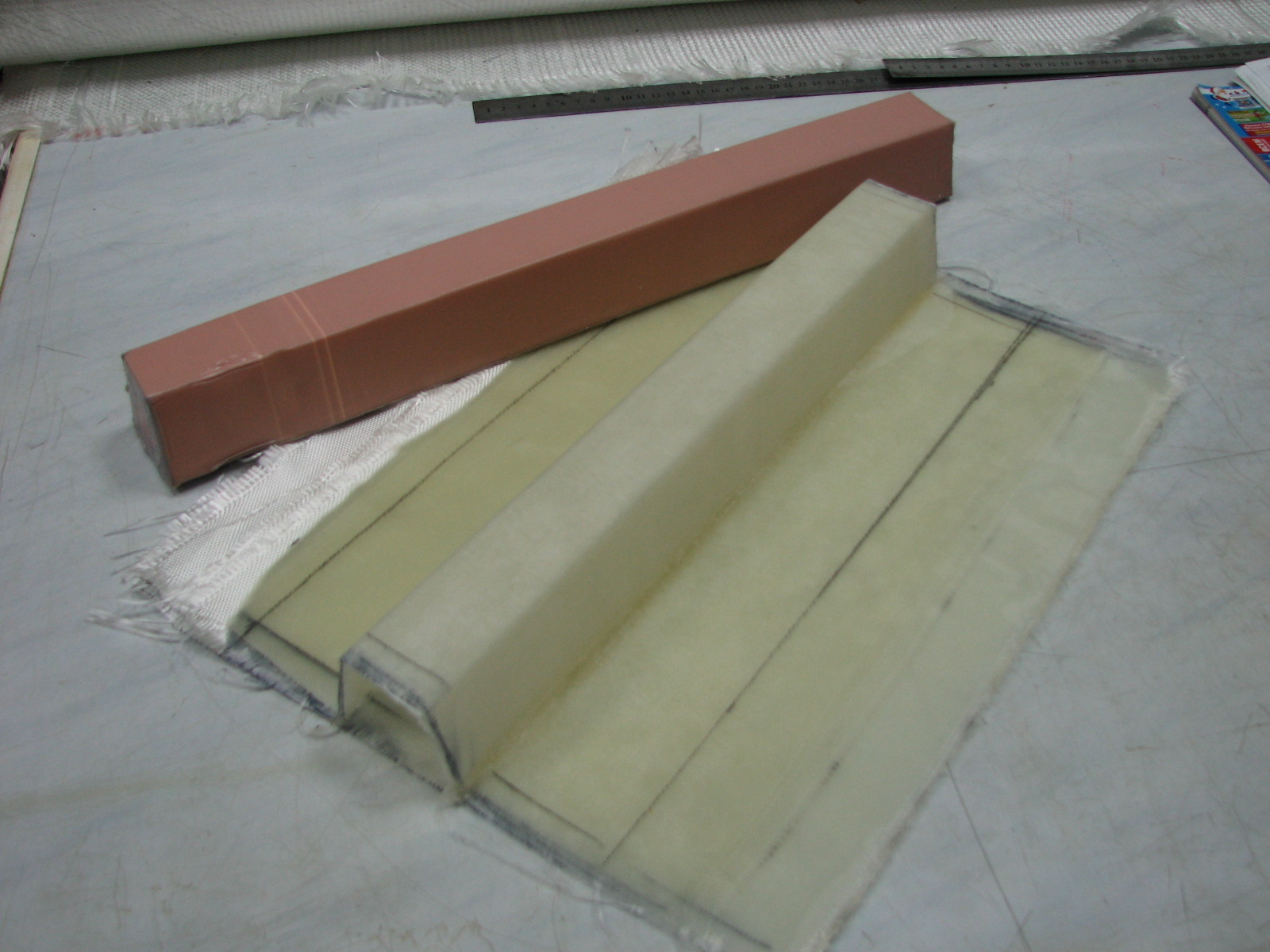
4. Suformavę PCM, aukojamus rutulius peiliu sudėkite į rutulį ir švelniai minkydami nuimkite audinį nuo PCM.
5. Aštria ranka nuimkite sklendės elementą.
6. Apkarpykite dubenėlio kraštus.
Saugos įranga
1. Darbo atlikimo valandą pasirinkti individualias apsaugos priemones: chalatą (prijuostę), gumines pirštines.
2. Darbus atlikite įjungę ištraukiamąją ventiliaciją.
3. Darbe draudžiama naudoti atskirus garso įrenginius (ausines) ar priimti kitus garsus.
4. Dirbdami su elektros prietaisais būkite atsargūs, aptikus gedimą, įrenginio neįjunkite.
5. Dirbdami su pjovimo įrankiais būkite atsargūs ir nebūkite šykštūs.
6. Gaminio paruošimo operacijas reikia atlikti specialiai tam skirtoje vietoje gaubte, baigus darbą stalą ir įrankius nuvalyti su meistru.
7. Jei yra debesuota ar judri trasa, nedvejodami kreipkitės į greitosios pagalbos skyrių.
Kontroliuokite maistą
1. Kokius PCM pašalinimo būdus žinote?
2. Technologijos kintamumas RTM ir vakuuminė infuzija.
3. Vakuuminės infuzijos procesų naudos rūšys.
4. Kokius virusus galima kontroliuoti vakuumine infuzija?
5. Kokie yra vakuuminės infuzijos metodo pranašumai ir trūkumai, palyginti su kitais? Išvalykite vieną dalyką.
6. Kaip atlikti spūsties pašalinimą imituojant vakuuminės infuzijos procesą.
7. Kokie PCM virusai ruošiami vakuuminės infuzijos būdu?
8. Kietėjančių epoksidinių dervų, kaip komponento, tinkamo PCM matricai, privalumai ir trūkumai?
9. Kokios funkcinės grupės yra epoksidinėje dervoje?
10. Kokie kietikliai naudojami kietinant epoksidines dervas?
11. Grūdinimo aminais mechanizmas.
12. Kietėjimo anhidridais mechanizmas.
13. Kietinimo aminais ir anhidridais mechanizmų svarba
14. Kokios papildomos medžiagos naudojamos technologiniam paketui sulankstyti vakuuminės infuzijos metu?
1. Įrodymai iš kompozicinės medžiagos: 2 knygose. Redagavo J. Lubinas. Vertimas iš anglų kalbos.
2. Li Kh., Neville K. Dovidkovy epoksidinės dervos. 1973 m.
3. Perepelkinas K.Ye. Sustiprinti pluoštus ir pluoštinius polimerų kompozitus.
4. Kochnova Z.A., Zhaivoronok E.S., Chalikh A.E. Epoksidinės dervos ir kietikliai yra pramoniniai gaminiai. 2006 m.
Taip pat kiti robotai, kurie gali jus varginti |
|||
| 74919. | Padalinkite iš vienaženklio skaičiaus, jei galutinis rezultatas yra 0 | 46,5 KB | |
| Meta: suformuluokite daugiaženklį skaičių, padalydami jį į vienženklį skaičių ir pabaigoje gausite 0; suformuluoti ir patikrinti kartotinių dalybas; išmokite pridėti ir išgauti turtingus skaitmeninius numerius; daugiaženklį skaičių padauginti iš vienženklio skaičiaus. | |||
| 74920. | Daugybos galia nutrūko. Atsakingi Rozvyazannya sandėliai | 131,5 KB | |
| Daugybos galia nutrūko. Supraskite kintamą dauginimosi galią. Suformuluok mintį, kad atrišti užpakalius sąstingio padauginimui, ir aš nustosiu daugintis. | |||
| 74921. | Tiesiai reikia prisegti daugybos ir dalybos lentelę. Rozv'yazannya zavdan. Virusų lankstymas ir skaičiavimas | 45,5 KB | |
| Meta: uždarykite žinomą daugybos ir dalybos lentelę iki 6; Perskaitykite nurodymus pagal vienetą, kad suformuluotumėte ir sulankstykite posakius; sužinoti apie Šventąją apsaugą; lavinti protinį ir skaičiavimo protą; pridėti meilės ir pagarbos liaudies papročiams ir ritualams. | |||
| 74922. | Rašytinį triženklių skaičių pridėjimą naudoja daugelis žmonių. Užduotys, kuriomis pervedama trijų ar dviejų aukų suma | 73,5 KB | |
| Meta. Nustatykite trijų skaitmenų skaičių priėmimą ir rašytinį pridėjimą, kad būtų galima pasirinkti kelis papildomus skaičius. Įsitikinkite, kad suprantate tyrimo detales, kurios apims tris ar du papildymus. Uždarykite protą ir atriškite liniją. Ugdykite savo protą, pagarbą, atmintį. | |||
| 74923. | Rašytinį triženklių skaičių pridėjimą naudoja daugelis žmonių. Užduotys, kuriomis pervedama dviejų ar trijų papildomų aukų suma. Ukrainos čempionai sportininkai | 52,5 KB | |
| Meta. Sureguliuoti lapo gavimą, pridėjus triženklius skaičius prie daugybės papildomų numerių; Pagerinkite savo mokymosi įgūdžius kurdami problemas, kuriose yra dviejų ar trijų skaičių sumos. Ugdykite pagarbą, intelektą ir bendravimo įgūdžius. | |||
| 74924. | Daugybos lentelės užrakinimas. Rozv'yazannya zavdan | 39 KB | |
| PAMOKOS META: taisyti mokinių išmoktas daugybos ir dalybos lenteles; uždarykite saugyklą už duoto proto ir atriškite juos; suformuluoti burnos galiukus ties 100 ribomis; ugdyti intelektą; Vikhovuvat meilė miškui Ir galima užsidirbti atidarius užpakalį. | |||
| 74925. | Matematikos cirkas | 276,5 KB | |
| Meta: pradėkite koreguodami skaičiaus 8 dauginimą ir padalijimą; korekcinis-lavinamasis skaitinių įgūdžių ugdymo tobulinimas; logiškesnis atminties pojūtis... | |||
| 74926. | Taikomų daugybos ir dalybos fazių fiksavimas per 1000 | 126,5 KB | |
| Meta: įtvirtinti daugybos ir dalybos per 1000 įgūdžius, nuolat išnarplioti užduotis, niveliuoti. Ugdykite mokinių pažintinę veiklą, kūrybiškumą ir darbą grupėse. Vikhovuvati meilė yra ekonomiškesnė nei gamta. | |||
| 74927. | Triženklių skaičių pridėjimas ir ištraukimas. Paprastų ir sandėlio užsakymų sąrašas sumažintas iki vieno | 64 KB | |
| Reikia, pavyzdžiui, žinoti, kiek ugnies reikia traktoriams. Vienas traktorius per 4 metus sunaudojo 24 litrus degalų. Kitas traktorius per 1 metus išleido 2 litrais daugiau nei pirmasis. Kiek kainuos išleisti kitą traktorių per 8 metus?Parašykime trumpą pastabą. | |||








